GMP Implementation of a Hybrid Continuous Manufacturing Process for a Recombinant Non-mAb Protein — A Case Study

Amgen
Developer of Treatment Drugs for Serious Diseases
This article is excerpted fromAmgenThe article published by the researchers "GMP implementation of a hybrid continuous manufacturing process for a recombinant non-mAb protein—A case study", due to limited level, for detailed content, please refer to the original text.
Advances in production technology, coupled with enhanced efficacy of novel biotherapeutic modalities, have created an external environment for continuous production. (CM) Able to meet the growing demand.AmgenSuccessfully implemented a hybrid for a commercial lifecycle project CM Process. In this process, the bioreactor, harvest, capture column, and virus inactivation/The deep filtration unit operation is integrated into an automated continuous module, while the remaining downstream unit operations are carried out in independent batch modes.CM The operation is particularly applicable to the so-called“Multi-variety, Small-batch”Production Plant: This type of plant produces a variety of molecules, but with relatively low output. The selected molecules fit this model and are manufactured in a low-capital, micro-production unit connected to the existing therapeutic production facility. Utilizing a hybrid process within the current operational infrastructure can reduce capital investment and minimize complexity. To achieve this hybrid... CM Process: Convert the existing fed-batch process to a perfusion process with continuous harvest. Development work includes process changes and the construction of new cell lines adapted for long-term perfusion. Due to the lengthy production process, titer fluctuations in the harvest material occurred, prompting updates to the chromatography resin and adjustments to the purification process to address the evolving input. A novel automated single-use system was introduced. (SU) Virus Inactivation (VI) Device, which requires the development of powerfulpH Verification and alarm systems, as well as product quarantine procedures, to discard specific cycles.CM The process has demonstrated consistent performance, meaning that when operated within established process parameters and produced in accordance with applicable procedures, it meets predefined performance criteria (including product quality attributes, i.e., PQA). As the scale shrinks 75% In the case where the amount of process medium and buffer solution has been reduced5Times, the quality of each thaw (resuscitation) has increased15Times, the overall process productivity has increased45 Times (measured in grams of drug substrate per liter per day). By repurposing existing facility space and mixing CM Flexible harvest cycle, mixed CM The process can also meet the growing demand for materials without affecting production costs or factory capacity. Overall, the combination CM The success of the platform represents an excellent opportunity to reduce costs and improve industry process efficiency.
Introduction
In the past decade, the sales revenue of the biopharmaceutical industry has increased year-on-year by more than10%, the number of approved products has increased76%. Although traditional drugs (monoclonal antibodies,mAb) accounts for a large part of this growth, but an increasing number of approved products contain more than traditionalmAbMore potent new drugs. In addition, due to the expiration of patents on older blockbuster drugs, increased competition, and rising production cost pressures, sales of biosimilars are also expected to grow. Intense market competition, increasingly diversified product models, healthcare budget reforms, and more potent products are driving companies to shift toward so-called "high-mix" facilities, which can produce a variety of products with typically different demand levels in the same production space at a lower cost.
Traditional production facilities operate large stainless steel production systems and are equipped with hard piping for product movement, buffers, media, and cleaning. These facilities are typically designed for one or more specific products and are sometimes referred to as "low mix, high volume" plants. As product heterogeneity and demand uncertainty increase, the risk profile of large-scale, long-cycle capital investments becomes less attractive. The construction of stainless steel facilities requires significant time and financial investment, approximately5Year time, up to8Billion dollars. The economic efficiency of production can be improved by shifting to facilities with lower capital investment, which occupy smaller areas, have smaller equipment sizes, meet product demand, and increase output per square foot. Continuous production, which integrates continuous upstream processes with part or all downstream procedures, is being actively explored by several biopharmaceutical companies to achieve more efficient production, especially for small batch products.Ericksonet al. recently described a10A year-long industry-university-research collaboration project, jointly initiated by industry-university-research partners and the government, aimed at developing, supporting, and commercializing integrated bioproduction technologies. It should be noted that,CM It does not refer to a single form but represents a series of process steps with varying levels of integration and intensification.
CM The required perfusion cell culture process can extend the protein production time, thanks to the introduction of fresh medium and the removal of spent medium and by-products from the bioreactor. Continuous harvesting allows proteins to be extracted for downstream processes, enabling operations on a smaller scale and reducing capital expenditures. The integration and intensification of downstream processes reduce equipment size and make the application of single-use technology possible. This, in turn, allows "plug-and-play" equipment to be placed in the production workshop without the need for hard-piped facilities, reducing construction time and planning complexity. Single-use equipment typically incorporates disposable inserts that come into direct contact with the product, allowing the use of new "ready-to-use" inserts that do not require on-site sterilization. In most cases, this can be achieved by eliminating in-line cleaning. (CIP) And Online Steam Sterilization (SIP) System to further reduce operating costs. In addition, by utilizing closed systems with disposable technology, factories can reduce isolation, room classification, and HVAC requirements. (HVAC) Requirements. This is directly related to reducing capital costs and allowing equipment to be arranged in a "banquet hall" style layout. Equipment can easily switch between various process positions, enabling the same equipment to be used for multiple processes. Additionally, reducing HVAC Demand can also bring sustainable benefits.
Overall, future manufacturing processes will consist of highly intensified unit operations, utilizing disposable materials in closed systems that can be placed in plug-and-play multi-functional facilities. Continuous production is one such model, which requires upstream perfusion processes to maintain titers over extended periods while continuously collecting samples to feed downstream processes. The application of automation and technological advancements can bring operations closer to fully continuous production.
MixedCMProcess Design to Meet Business Needs
AmgenConvert the fed-batch process to hybrid continuous production (CM) There are many business drivers. First, the choice of commercial lifecycle planning isAmgenImplement Hybrid Continuous Production (CM) The platform provides financial momentum. Moreover, the molecule itself - A Non-Monoclonal Antibody Recombinant Protein - Suitable for Low Yield/Highly mixed design space, which is precisely the essence of continuous mixed production. (CM) The best choice. When selecting the level of continuous production, business drivers were also taken into account. They chose a model that integrates bioreactors, harvesting, capture columns, and viral inactivation./Deep filtration unit operations are integrated into a continuous module. In this strategy, the remaining downstream unit operations are performed in independent batch modes. A hybrid process is adopted rather than a more comprehensively integrated continuous production. (CM) There are several reasons for the process. It reduces the overall complexity of the process and achieves continuous operation only in value-adding steps. It requires less capital to expand production capacity, which means that unit operations not limited by time (such as batch downstream operations) can be carried out across multiple continuous productions. (CM) Utilization in the module. This method also reduces process analytical technology. (PAT) And automation costs, and can utilize existing production infrastructure and equipment. Smaller process flows can make full use of the available space within existing facilities, thus maximizing the use of current staff and resources. Overall, the hybrid CM The process can achieve more efficient workflow while minimizing complexity, capital investment, and the need for large-scale employee and facility expansion.
Convert Existing Fed-Batch Processes to Hybrid Continuous Manufacturing
Converting an existing fed-batch process to a hybrid mode requires consideration of many design factors. During the process revision, various equipment, process, and regulatory challenges need to be addressed. These challenges include: understanding the stability of cell lines when transitioning from fed-batch to perfusion culture, the possibility of titer changes over time, potential differences in harvest rate and cell discard rate, and the evaluation of multi-column cycling. From a regulatory perspective, batch definition is required. (batch) The concept, and weigh the control strategy against the testing costs. In addition, some practical factors must be evaluated, such as how to isolate the product stream in unexpected events. Finally, from an equipment perspective, the implementation of new off-the-shelf equipment also needs to be considered. SU Material adoption.
The results of the process design discussion are shown in the figure. 1As shown. In Good Manufacturing Practice (GMP) MixedCMVersion 1 In the process, the cell culture and harvest steps are connected, while the rest of the process runs in batch mode. Virus filtration(VF) Ultrafiltration/Wash Filter (UF/DF) The unit operations are reversed so that most of the unit operations are performed before viral filtration and viral clearance. In version 2 In, the steps of cell culture, harvest, capture, virus inactivation, and depth filtration are connected and automated, while the remaining part of the downstream process (from2 Number Column to DS Packaging) is operated in batches. This allows interconnection to be implemented where it is most efficient, minimizing complexity and thereby reducing limitations on productivity.
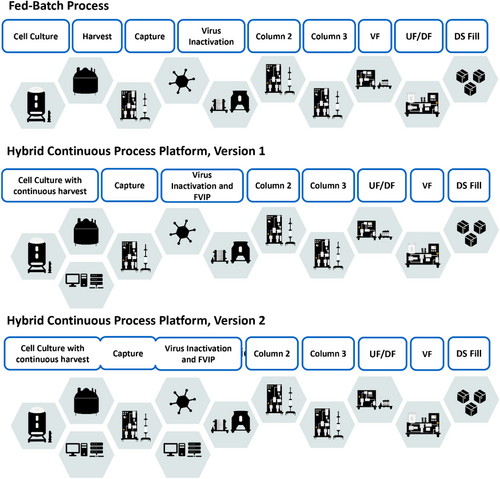
Figure 1. Original Fed-Batch Process and Hybrid TypeGMPComparison of Continuous Processes. This schematic highlights the continuous and batch phases of each process. HybridGMPContinuous Process Platform Represents the ProcessGMPVersion1And2. Continuous harvest is independent of perfusion technology - Alternating tangential flow can be used.(ATF) or tangential flow filtration(TFF). Single-column or multi-column cycles have been explored, with the specific choice depending on productivity goals and coordination with downstream operations. In the figure,FVIPRepresents the filtered virus inactivation pool.
This batch characteristic of downstream operations means that batches will be defined based on the input quantity of the downstream process.1A batch is equivalent to1Zhou's bioreactor materials (Fig. 2). In the fed-batch process, drug intermediates(DSI) The batch includes amplification through harvesting. In mixing CM In the process,DSI Defined as virus inactivation pool through filtration(FVIP) The amplification was carried out. With VI The cycle is continuously collected into a disposable pool container with continuous aliquoting. 7 Day,DSBatch from collected DSI The processing of the batch begins. Therefore,1 Weekly Aggregation of Materials Constituting a Single Drug Substrate(DS) Batch. This enables the process to flexibly meet supply demands and provide "right-sized" production.
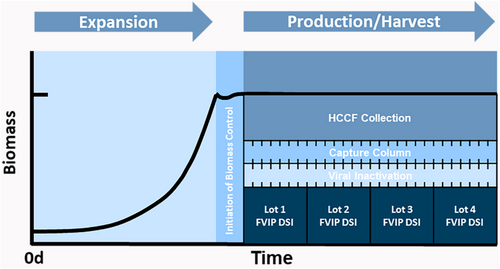
Figure2.MixedCMProcess intermediates (DSI) and drug substrates (DS) Batch Definition.HCCF, the harvested cell culture solution.
Transitioning from fed-batch culture mode to mixed culture mode requires multiple process changes. The process development team has developed a new cell line capable of long-term cultivation. Additionally, the bioreactor process has been modified to optimize productivity as well as culture lifespan and viability (Fig. 3), including the development of continuous harvesting operations. The continuous harvesting method is not limited by the use of alternating tangential flow filtration. (ATF) Still tangential flow filtration (TFF) The Impact of Selecting Perfusion Technology.
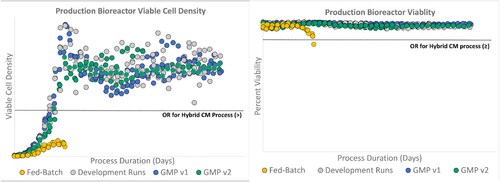
Figure3. MixedCMComparison of Viable Cell Density and Viability in Bioreactors During Process Development. Compared to fed-batch processes, both culture longevity and viability were improved, with performance consistently within operational ranges (OR, indicated by dashed lines). Due to the proprietary nature of the process, no values are displayed on the coordinate axes.
The packing materials for all three chromatography columns have also been modernized. These new types of packing materials, along with the subsequently improved chromatography processes, are designed to handle variable inputs, such as fluctuations in harvest titer during the bioreactor process that can last for weeks (see figure 4). For example, chromatography column1Using fixed-volume loading, which transfers any variation in harvest titer to the chromatography column, thus optimizing the loading design space to handle such variable input. Another challenge is the increased use of single-use components and the necessary consideration of equipment setup, supply chain resilience, and the impact of extractables and leachables, if any.
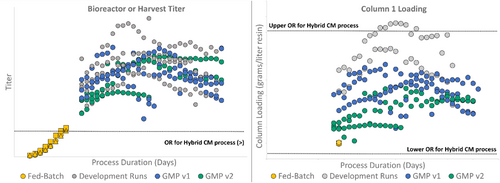
Figure4. Hybrid Continuous Production (CM) Comparison of Harvest Titer and First Column Loading Volume During Process Duration. This figure compares the original fed-batch process with the hybrid continuous production. (CM) Development, Operation, and Two TypesGMPMixedCM Process. The design of the process space aims to accommodate variable input of harvest titers and is utilized in mixed continuous production. (CM) During the majority of the process optimization, performance remained within the operational range (OR, indicated by a dashed line). Due to the proprietary nature of the process, no values are displayed on the coordinate axes.
GMP 2.0 The revision of the layout process draws on GMP 1.0 Lessons learned from the production process. For example, Original Equipment Manufacturer (OEM) (OEM) The equipment was replaced by a customized system, thereby reducing the burden of staff training. Through internal research, the service life of single-use components was extended, reducing raw material waste, enhancing supply chain resilience, decreasing equipment downtime, and improving sustainability. Finally, we implemented a new type of single-use virus inactivation device. This step will be discussed in detail later in the article.
From the figure3-5Start, comparing the selected parameters during the process development. The figure provides fed-batch process, mixed culture process development runs,GMP 1.0Version process and subsequentGMP 2.0Production bioreactor live cell density, viability, titer, and1Column Sample Volume andPQAAs shown in the figure, the final process achieved consistent cell density and viability throughout the entire production cycle.GMPOperating range for production bioreactors. Harvest titer (bioreactor titer in fed-batch processes) and1The sample loading on the column remained within the design space, despite inherent variations. Moreover, allPQAAll within acceptable limits, ensuring comparability with the fed-batch process. Additionally, in two iterations of the mixed culture process, the process values converged within their existing ranges. This indicates that, due to higher productivity and automation, the mixed process shows improved production efficiency and repeatability compared to the traditional fed-batch process. Indeed, all6Type PQA Both showed a narrower range than the original fed-batch process.
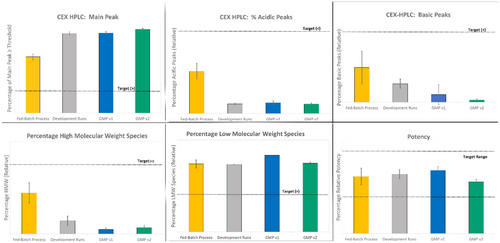
Figure5. Comparison of Candidate Molecular Drugs6Item Product Quality Attributes(PQA). Despite multiple changes in the process, from the commercial fed-batch process to the Good Manufacturing Practice (GMP) The 2 Version Process,PQA All remain unchanged. In GMP The 2 During the plate process development, the standard deviations of all attributes have been tightened. Due to the proprietary nature of the process, numerical values are not provided on the axes. The target range is indicated by a dashed line.
Mixed CM The process except in OR Maintaining consistent process performance and staying within the target range PQA In addition to stability, it also has other advantages. Compared with the original fed-batch process, the mixed CM"Micro-footprint" production can be scaled down 75%. Due to the improvement in cell line productivity and the increase in cell density, the overall process productivity (grams of drug substrate per liter of bioreactor per day) has been enhanced. 45 Times (Note: The contribution of cell line changes and cell culture format changes to productivity improvements varies depending on the specific molecule and is difficult to quantify. In this case study, we estimate the contributions to be roughly equal), the mass (grams) per thaw (cell recovery) has increased. 15 Times, the amount of process medium and buffer used (per gram DS The number of liters (as a unit) has decreased.5Times. In addition, mixed CM The process adopts automation, which generally reduces the number of personnel required.
Integrated bioreactor, capture, viral inactivation, and neutralization unit operations
Improved HybridCMThe core of the process is the integration of the following unit operations: production bioreactor, capture chromatography, and virus inactivation.(VI), Neutralization and Filtration. A customizedVISystem IntegrationVI, neutralization and filtration operations.VISystem design includes2×10 LPolypropylene container, for double tanksVIStage, equipped with relevant pumps and pipelines. All flow paths and integrated instruments are for single use. MixingCMThe process can adopt a single-tank or double-tank system.VIThe system, but in order to reduce risks, a dual-tank method was chosen. The "hanging drop" theory suggests that a single drop of substance inside a single-tank system could theoretically remain suspended above the acidified solution but might still transfer into the pool container and enter downstream processing. The dual-tank system reduces this risk. Due to its higher complexity, especially in terms of automation and alarms, the dual-tank system can also serve as a future hybrid. CM Proof of the "worst-case" scenario for the process.
VI The innovation of the system lies in 10 LUse in large-mouth bottlesSU pH Probe (Hamilton OneFerm pH VP70 Pt1000), and use the overlay buffer (i.e.,pH The probe remains submerged in the buffer solution between cycles for online validation. SU Calibration status of the probes. Each container is equipped with two probes for redundancy.SU pH The probe is pre-calibrated by the supplier and integrated into the container. The entire container assembly is fully enclosed and gamma-irradiated. Calibration parameters (25°C The slope and offset) are provided on the sensor label and uploaded during startup. pH Transmitter.
Covering Buffer is a process buffer. This buffer is recorded when compounding.pHValue asSUExpected Probe ReadingspHValue (±0.1units). If the probe reading is not within this range, the automated system will prompt the operator to make a single-point adjustment to achieve the desiredpHValue. In addition to process validation, covering buffers can also ensureSUThe probe remains moist throughout the entire process.
Figure 6Describes a typicalVICycle. The automated system operates online.pHThe probe readings undergo acidification and neutralization. For the considered protocol, the elution pool has reached the target.VI pHValue, so no acidification is required. The neutralization process is based on the quantitative addition of titrant, and this process has been automated.
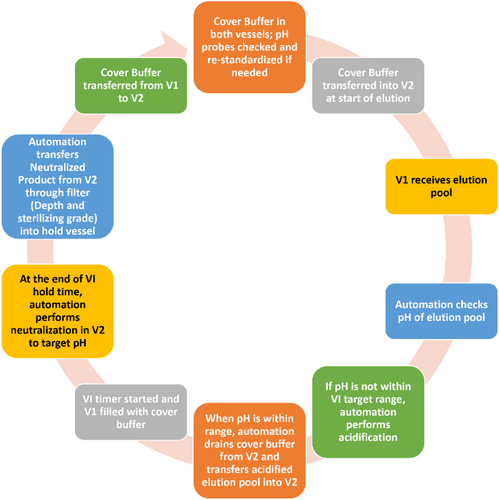
Figure6. VI System Dual Tank VI Circulation Process Diagram.V1 = Container 1;V2 = Container 2The start of the elution marks the beginning of a new cycle.
At the end of the growth phase in the bioreactor, the filtrate is directly introduced into the harvested cell culture. (HCCF) In the container. After collecting enough filtrate volume, the capture step begins. At the end of the final wash phase of the capture step,VIThe system retrieves from the container 1 (V1) The central discharge is covered with buffer to prepare for receiving the elution pool. Subsequently, the automated system executes the diagram. 6Sequence of activities in the acidification tank from V1 Transfer to V2 During the process, there may be some residual substances in the transfer pipeline. These residues will not be carried into the next cycle. They will be flushed out of the system with a buffer solution before the next cycle begins. At the end of this sequence, both containers will contain the buffer solution, ensuring... SU The probe remains moist until the next cycle begins.
Automatic VI System Alarm Conditions
Figure7-10Displayed VI System Alarm Conditions。VI The Goal pH The value is3.6 `, the upper limit is` 3.7. If the container 1 In the elution pool ofSU Probe Reading >3.7, the automated system will trigger an alarm and prompt the operator to take a sample and use the calibrated desktop pH Check on the Plan pH Value. If offline pH Value<3.7, this value will be recorded in the electronic batch record. (EBR) In the process, the alert condition will be eliminated, and the automated system will continue to transfer the pool to the container. 2. If offline pH Value >3.7, the automated system will continue to acidify the pool. IfV1 If the product has exceeded its shelf life, then V1 Products in China will pass through V2 To the drain pipe.
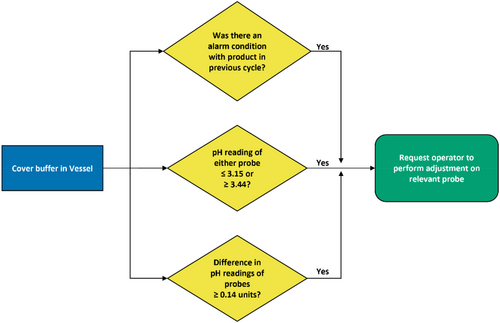
Figure7. CorrectSUDecision Tree for Single Point Adjustment of Probe. The covering buffer in this program is100 mMAcetate,pH 3.3。pHThe process requirements of the report are retained.2Significant digits. The automation system uses the following rules topHReading rounded to one decimal place: If the second decimal ≥5, then round up the first decimal place; otherwise, round down.
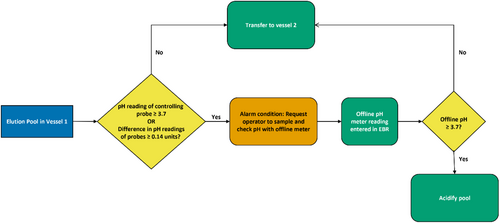
Figure8. The elution pool is located in the container.1Decision Tree for Alarm Conditions at Specific Times.pHValue Report Process Requirements Retention2Significant digits. The automation system follows the rules below topHValue readings are rounded to one decimal place: if the second decimal place is ≥5, then round up the first decimal place; otherwise, round down.
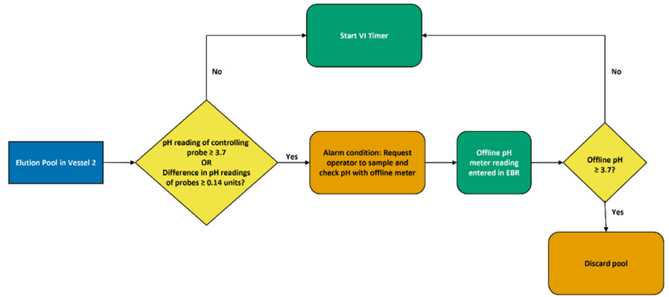
Figure9. The elution pool is located in the container.2Decision tree for alarm conditions.pHValue Report Process Requirements Retention2Significant digits. The automation system follows the rules below topHValue readings are rounded to one decimal place: if the second decimal place is ≥5, then round up the first decimal place; otherwise, round down.
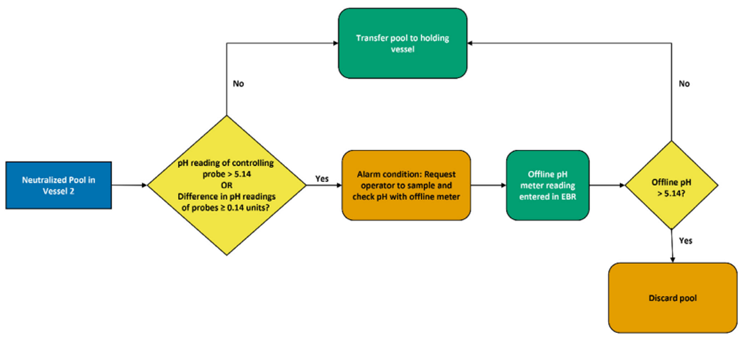
Figure 10. The neutralization tank is located in the container.2Decision tree for alarm conditions.pHThe process requirements for value reporting are2Significant digits. The automation system follows the rules below topHValue readings are rounded to one decimal place: if the second decimal place is ≥5, then round up the first decimal place; otherwise, round down.
In the container2In China, automated systems perform similar checks. If an alarm occurs, offlinepHValue>3.7, the automated system will discard the pool and send it for discharge. This strategy is part of the process design, aimed at separating materials with abnormal performance from the mix.CMIsolate the remaining materials of the batch. InVIAt the end of the holding period, the automated system neutralizes using a fixed volume of titrant. Target after neutralizationpHValue range is4.9–5.1At the end of the mixing period, if the control probe reading>5.14(See Figure7-10RegardingpHNote on Rounding Values), the automated system will trigger an alert and request the operator to take a sample for desktop use.pHConfirm the plan. If desktoppHCount Reading<5.14, the automated system will clear the alert and transfer the pool to the holding container. If the benchtop reading>5.14, the automated system will discard the pool and send it for discharge.
SU The key to the probe's stable and reliable performance is that, when the probe is located in the product, it should not be based on offline conditions.pH Calibration reading for single-point adjustment. This should only be done when the probe is in the covering buffer solution (Fig. 7), single-point adjustment is carried out because the buffer value is known. The goal of single-point adjustmentpH Value is Overlay Buffer EBR Reported in China pH Value.
Figure 11And12InstructionsGMP Process Version 2 Running the 1 Batch and Sequence4 Batch Container 1 And 2 Control probe readings.
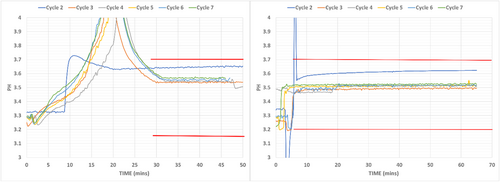
Figure 11. Control Product Batches 1 Container in Cycle 1(Left) and Container 2(Right) pH Probe reading. The red line indicates pH Alarm limits for readings. In this batch, the first cycle had to be abandoned due to a leak in one of the containers. From the 2 The cycle begins, installing and using new containers. In both figures,t = 0 Indicates that the overlay buffer is drained from the container. InV1 In China, t = 30 Minutes later, the elution pool collection was completed. In V1 Oft = 0 Tot = 30 Between andV2 Thet = 0 Tot = 5 Between, for the 3 To the 7 In circulation, the liquid is either drained from the container or filling the container. Therefore,pH The reading is transient, during which the alarm limits are inactive. In the 2 In the case of circulation, the automated system encountered an error and failed to drain before receiving the elution pool. V1 in the covering buffer. Therefore, no observation was made pH Transient changes. The error has been corrected in the 3 Corrected before the start of the cycle.
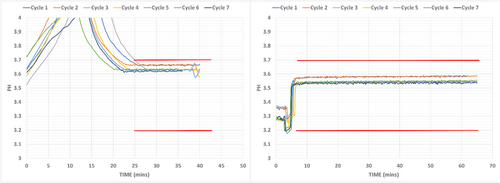
Figure 12. Control Container 1(Left) and Container 2(Right) Used for product batches in the middle 4 Circulating pH Probe reading. The red line indicates pH Alarm limits for readings. In both figures,t = 0 Indicates that the overlay buffer is drained from the container. InV1 In China, t = 25 At minutes, the elution pool collection is completed.In V1 Thet = 0 Tot = 25 Between and V2 Thet = 0 Tot = 5 Between, for circulation 1-7, the liquid is either discharged from the container or is filling the container. Therefore,pH The reading is transient, during which the alarm limits are inactive.
SU pH Probe is acidifying pH The performance below is considered robust, with only minor shifts. In batches 1 In China, Circulation 2 The reading was higher than other cycles. However, since the reading was within the alarm limit range, no alarm was generated during the cycle. In the batch 4 In, compared with other cycles in this batch, the cycle 1 And2 The offset is approximately 0.04 pH Unit. All other circulating trends are closely related. Batch 1 And4 Steady state between pH Value is offset. In the container 1 In China, the offset is approximately0.04-0.05 pH Unit. In the container 2 In China, the offset is approximately0.01-0.02 pH Unit. These offsets in 0.1 pH Within the tolerance range of the unit.
Figure 13Display of the container during the neutralization process 2 Medium batch1 And 4 The reading of the control probe.
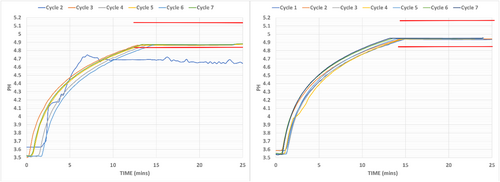
Figure 13. Batch 1(Left) and Batch 4(Right) In the product, control containers during production and circulation processes. 2 The probe reading in . The red line indicates pH Alarm limits for readings. In both figures,t = 0 Indicates the beginning of the neutralization phase.
Two batches ofpHThe value trends are highly similar. The steady state of the two batchespHValue exists approximately0.08A unit of deviation. This in0.1IndividualpHWithin the tolerance range of the unit. In batches1The2In a cycle, the stirring function failed, resulting inpHThe value curve is abnormal. Except for this outlier,SUProbe in NeutralizationpHThe performance under the value is acceptable.
In the figure 14And15In, the container is displayed1 And 2 Batch in 1 And4 The control probe reading in the coverage buffer.
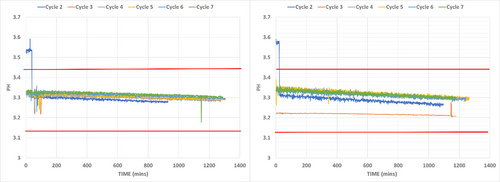
Figure 14. Batch 1 In, Control Container 1(Left) and Container 2(Right) Probe readings covered by the buffer. The red line indicates pH Alarm limits for readings. In all figures,t = 0 Indicates the end of the cycle, at which point both containers are filled with overlay buffer.
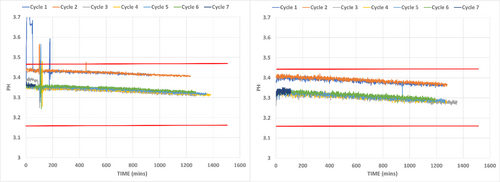
Figure 15. Batch 4 In, Control Container 1(Left) and Container 2(Right) Probe readings in the middle covering buffer. The red line indicates pH Alarm limits for readings. In all figures,t = 0 Indicates the end of the cycle, at which point both containers are filled with overlay buffer.
SU pH The performance of the probe in the covering buffer is considered acceptable, but there is also room for improvement. One example of acceptable performance is that the probe was observed to require only a single-point adjustment during operation. In the 2 A cycle (Batch No. 1) At the end, the covering buffer in the two containerspH The probe readings exceeded the alarm limit, triggering a single-point adjustment. In the remaining cycles, the trends in the two containers were closely related. In the 4 In a batch number, the 1 One and The2 A cycle is approaching the alarm upper limit, but has not exceeded the limit or requires adjustment. Subsequent cycles are all concentrated in the nominal buffer. pH Value 3.3 Nearby.
However, we discovered opportunities to improve the performance of the new disposable device. The probes in the covering buffer exhibited drift behavior in all cycles; at approximately 24 Reduced by approximately within hours 0.04 units. This behavior is consistent across all cycles and all batches. Further research highlights two observations:SU The probe has no solution.”Grounding”, and integrated VI The entire flow path in the component is made of plastic. Considering the constant movement of the process fluid, it is assumed that when the buffer covers the filling container and then at approximately 24 A static potential will be generated when discharged slowly within hours. The reason for not observing this drop during the product and neutralization process could be due to the shorter duration of these stages (≤2 hours). If an electrostatic potential is generated, the amplitude of such potential is expected to have a certain degree of randomness, which can explain the shifts observed in some cycles.
Overall, the probe readings in the coverage buffer are consistently within the expected range.pHWithin the range, it was confirmed that the probe maintained its calibration status. Fig.11-15The data confirms that the adoption of appropriate alarm and single-point adjustment strategiesSU pHThe probe can beGMPSuccessfully implemented in the environment.
Hybrid Plant Downstream Process
After virus inactivation, mixCMThe remainder of the process is carried out in batch mode.2Column and the3Column, Ultrafiltration/Wash Filter(UF/DF), Virus Removal Filtration(VF)and the final filling operation is carried out in a closed disposable system to facilitate mixing.CMProduction takes place in individual production rooms within the workshop. This design allows smaller equipment to operate more frequently, enabling the isolation of materials for unexpected performance and reducing capital costs for equipment and space. To initiate downstream operations, each automated...VIThe system circulates and collects into a pool container, where it is refrigerated for an extended period. The start of the downstream process for the combined pool volume is defined as the beginning of the downstream batch. Due to mixingCMOperations are carried out in the auxiliary production workshop of the existing plant, where plant schedulers can arrange for existing staff to support mixing during the process intervals of the main plant.CMWorkshop. In order to further improve sustainability and reduce costs, the reuse of single-use flow paths has been implemented according toGMP 2.0The version process has been verified. The future goal of this system is to expand the hybrid continuous process to allow one batch downstream to be used for multiple upstream capture systems.
Summary
Successfully transformed the commercial fed-batch process into a hybrid continuous production process to enhance the production efficiency and cost of non-monoclonal antibody recombinant proteins. The process is based on existing...GMPSuccessfully implemented within the facility's renovation space, maximizing production efficiency while minimizing capital costs. A new cell line was established using the existing low-yield commercial production model, and bioreactor operational parameters were modified to extend culture lifespan and optimize production efficiency, enabling continuous harvest. The downstream fillers were modernized, and the process flow was adjusted to address inherent fluctuations in the upstream liquid flow over extended periods. Harvesting, capture chromatography, viral inactivation, and neutralization operations have been integrated; the remaining operations are performed in batch mode. Equipped with single-usepHAutomation of ProbesVIThe system adopts a robust approach to verify and adjust the probe calibration status. These operations are designed to minimize operator intervention and sampling burden during critical process stages. The comprehensive use of single-use equipment creates a flexible mini-production unit capable of manufacturing products similar to those from existing large-scale production units within the same facility. The new platform has been successfully implemented.GMP, while maintaining product quality, improved factory productivity, reduced product costs, and enhanced the sustainability of the facilities. This indicates the potential of continuous production technology in the manufacturing of biologic therapies in the coming years.
Original Text:V.Natarajan, N.Soice, J.Mullen, et al., GMP implementation of a hybrid continuous manufacturing process for a recombinant non-mAb protein—A case study. Biotechnology Progress, 2024.