GE Healthcare Advances Localization Strategy: Tianjin Base Supplies 3.0T MR Globally
“As market demand grows and evolves, GE Healthcare’s localization strategy in China has expanded from its original ‘In China for China’ to ‘In China for the World.’ We have gone beyond the strategy of ‘Based in China, Serving China’ to achieve ‘Intelligent Manufacturing in China, Serving the Globe,’” said Lu Dianfeng, General Manager of the Magnetic Resonance Business at GE Healthcare Greater China, at a recent celebration.
VCBeat (WeChat ID: vcbeat) has learned that on October 11, GE Healthcare’s Tianjin MRI production base held a celebration to mark the stable mass production of its high-end 3.0T SIGNA™ Pioneer MRI system, which is now being supplied to global markets, including China. This signifies that high-end medical equipment manufactured in China is entering the international market.

GE Healthcare’s Tianjin Facility Supplies High-End MRI Systems Globally
Currently, the high-end 3.0T SIGNA™ Pioneer series MRI products supplied by GE Healthcare’s Tianjin MRI production base have been installed and put into use in markets such as Japan, South Korea, and Australia. Meanwhile, GE Healthcare has obtained product registration from the China Food and Drug Administration (CFDA) and will soon supply these products to the Chinese market.
Accompanying the production and supply of high-end 3T MRI systems to the global market, including China,The Tianjin MRI factory has become GE Healthcare’s sole facility in China supplying high-end magnetic resonance imaging (MRI) equipment to the global market. Operating alongside its U.S.-based production site, the Tianjin plant ships products worldwide, with 20% of GE’s globally delivered 3.0T high-end MRI systems manufactured there.
Accelerating Clinical Application, Empowering Precision Diagnosis
As the most advanced MRI platform launched by GE Healthcare in China, what makes the 3.0T SIGNA™ Pioneer so compelling?
According to Lu Dianfeng, the SIGNA™ Pioneer fully adopts GE’s latest magnetic resonance technology platform. Its newly designed gradient system and high-channel RF system (up to 65 channels, the highest in the industry) enable a multiplicative increase in scanning speed while delivering superior image quality. Coupled with MAGiC, the industry’s first quantitative mapping technology, the Pioneer can acquire in a single scan the images and data volume that would traditionally require 10–15 separate scans.A single scan takes only 2.5 minutes to obtain a whole-brain quantitative atlas, as well as capturing structural changes in the lesion, thereby enhancing physicians' diagnostic confidence.
In addition, Pioneer is equipped with a new coil system and clinical solutions (such as silent scanning, compressed sensing, and free-breathing imaging), making patient examinations more comfortable and enabling both clinical practice and scientific research. Notably, GE offers exclusive disease-specific solutions for current clinical applications, including oncology and stroke management.
It is reported that this high-end device has already been clinically applied in many major hospitals across China, including Beijing Hospital, the Cancer Hospital of the Chinese Academy of Sciences, and Sun Yat-sen University Cancer Center.
Taking Beijing Hospital as an example, its Department of Radiology is conducting research on magnetic resonance neuroimaging based on GE Healthcare’s advanced 3.0T SIGNA™ Pioneer MRI platform and MAGiC quantitative mapping technology, exploring early detection and prediction of age-related diseases such as Alzheimer’s disease. This May, Beijing Hospital also joined hands with Tencent Miying and GE Healthcare’s MRI Product Division to establish ““Medical MRI AI Alliance”, jointly launch multi-center collaborative projects, leveraging MAGiC quantitative mapping imaging technology and artificial intelligence deep learning algorithms to conduct clinical research on neurodegenerative diseases and tumors of the human brain, and deepen research into geriatric diseases through the application of big data and deep learning technologies.
Chen Yipeng, General Manager of GE Healthcare’s MRI Production Base in Tianjin, stated that the SIGNA Pioneer equipment manufactured in China shares the same processes, quality control, hardware, and clinical application platforms as those produced overseas, delivering identical quality standards. The research and development was jointly completed by engineering teams from Japan, the United States, and China.
With the localized production and supply of this advanced platform, the Tianjin factory will leverage global R&D and technical resources, using globally synchronized quality standards, process systems, and technology platforms as its manufacturing foundation. This will significantly accelerate the clinical application of the latest high-end magnetic resonance imaging (MRI) technologies in China, enhancing early detection of major diseases, diagnostic accuracy, and clinical workflow efficiency, while also expanding possibilities for further disease research and supporting the synchronous development of China’s clinical scientific research with international standards.
“In the future, based on the same quality standards, we will further increase the proportion of local suppliers and improve the quality of the product components they manufacture, thereby driving collaborative improvements across the upstream and downstream supply chain,” said Chen Yipeng.
China’s “Intelligent” Manufacturing, Serving the World
Regarding why GE places such great emphasis on the Chinese market, Chen Yipeng stated that there are mainly two reasons:
First, the market demand is enormous.In recent years, driven by population aging and consumption upgrading, there has been a growing demand among the public for health monitoring and disease management. As a critical tool in clinical imaging, magnetic resonance imaging (MRI) offers significant advantages in the early detection and functional diagnosis of major diseases. In particular, the application of high-end MRI systems is of great significance for enhancing capabilities in both scientific research and clinical practice.
Secondly, the development prospects are promising.China is vigorously supporting the development of third-party independent medical institutions, leading to a surge in the establishment of independent medical imaging centers. According to research reports by Guojin Securities, the market size of independent medical imaging centers in China exceeds RMB 50 billion, with the CT and MRI segments accounting for approximately RMB 35 billion.
““The demand for precision diagnostics in high-end medical devices is substantial in the Chinese market, which is also expanding at a rapid pace. The growth rate of demand in China is essentially twice that of traditional markets such as the United States and Europe,” said Micah Lange, Global Supply Chain MRI Strategy Manager at GE.
Currently, China has become the world’s second-largest magnetic resonance imaging (MRI) market. According to incomplete statistics, there are approximately 6.6 MRI units per million people in China, compared with 25 units per million in the United States and more than 40 units per million in Japan. This indicates substantial room for growth in China’s MRI market relative to Europe and the United States, particularly for high-end research-grade MRI systems, driven by strong demand for precise diagnosis, earlier lesion detection, and scientific research.
To this end, GE has organized its R&D, production, and manufacturing operations closer to where the demand lies. For Chinese customers, this means faster delivery and supply cycles, enabling them to access the latest magnetic resonance imaging (MRI) technologies more rapidly and stay in sync with global users.
Rooted in China and with a global perspective, GE Healthcare attaches great importance to the Chinese MRI market, aiming to capture the vast overseas markets. According to MemS Consulting, the global MRI market size is projected to grow from $5.61 billion in 2016 to $7.19 billion in 2021, representing a compound annual growth rate (CAGR) of 5.1%.
Smart Factory, Leading High-End Manufacturing
The production of high-end magnetic resonance imaging (MRI) systems imposes extremely stringent requirements on manufacturing enterprises across various aspects, including manufacturing processes, operational procedures, and quality monitoring.
Chen Yipeng stated that as early as 2014, when the Tianjin production base was completed, GE Healthcare began laying out its global supply chain for high-end magnetic resonance imaging (MRI) systems in China.Leveraging its robust technical capabilities and the unique “intelligent manufacturing” philosophy, GE Healthcare’s Tianjin production base has accelerated product development, optimized channel resources, and strengthened its supply chain over the past four years, achieving a series of remarkable milestones: its product portfolio has expanded to three major categories comprising more than ten products, including 1.5T superconducting magnets, the 1.5T SIGNA series, and the high-end 3.0T magnetic resonance imaging system SIGNA™ Pioneer, with products supplied to dozens of countries and regions worldwide.
With strong support from the R&D team, GE Healthcare’s Tianjin MRI production base has developed a world-class manufacturing process unique to GE. In collaboration with GE Healthcare’s engineering teams in the United States and Japan, it has also cultivated a dedicated team focused on the production of high-end MRI systems. Regular rigorous training is provided to operators of key processes to ensure globally unified technical standards and operational procedures.
Meanwhile, upholdingSmart Factory (Brilliant Factory)philosophy, GE Healthcare's Tianjin production base willCloud Technology, Automation, Digitalization, and Artificial IntelligenceApplied to manufacturing and production, it drives the digital transformation of industry, dedicated to transforming the management practices of manufacturing plants and enhancing production efficiency.

GE Healthcare’s Tianjin MRI Production Base Staff Introduce the High-End MRI Production Line
Leveraging GE’s advanced manufacturing technologies, the production lines at the Tianjin plant can capture industrial parameters of products and equipment in real time and digitize them. These data are then analyzed using big data and software solutions, and transmitted via the cloud to various platforms such as workshop display screens, mobile phones, and tablets. This enables managers to monitor key parameters—including product production parameters and production status—anytime and anywhere, allowing production personnel to track production conditions in real time and maintain control over overall process and product quality. Meanwhile, developers, engineers, and data scientists can collaborate on a broader scale of industrial solutions, fundamentally enhancing production efficiency and ensuring product quality.
According to VCBeat, the technologies and applications already in use at the Tianjin production base include the iProduction digital manufacturing system and the SPO manufacturing execution system embedded with lean manufacturing logic. The AGV robotic material loading system is currently under construction, and the company is actively exploring the in-depth implementation of artificial intelligence in the commissioning of complex equipment.
All of this has laid a solid foundation for the stable mass production of high-end magnetic resonance imaging (MRI) systems.Currently, 50% of GE’s magnetic resonance (MR) products supplied to the global market are manufactured at its Tianjin plant. In particular, the high-end 3.0T SIGNA Pioneer MR system has achieved stable mass production and is already widely used in markets such as Japan, South Korea, and Australia. Looking ahead, as GE expands its global footprint, 20% of the company’s globally shipped high-end 3.0T MR systems will be produced in Tianjin.
Chen Yipeng also revealed that in the coming years, in addition to the 3T SIGNA Pioneer, the Tianjin factory will produce more high-end products, with the full range of MRI products expected to be manufactured in Tianjin.
5 Major Production Bases, Strategically Positioned Across China’s Healthcare Sector
In fact, in addition to its Tianjin production base, GE has already established four factories in Beijing, Shanghai, Wuxi, and Tonglu in China, deeply cultivating the local Chinese market.
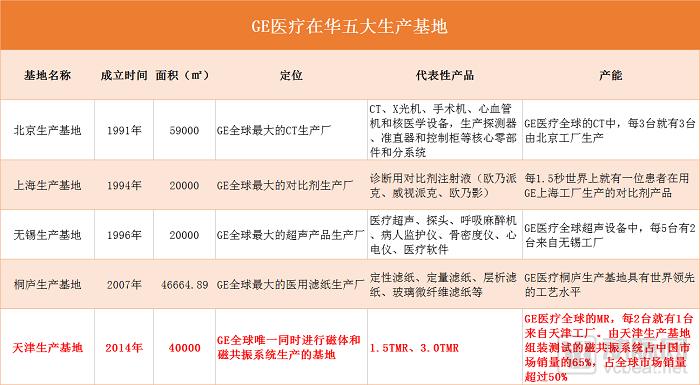
Among these, the Beijing facility is GE HealthCare’s first production base established in China, having commenced operations in 1991. After more than two decades of development, the GE HealthCare Beijing factory has gradually evolved into the sole production site for key subsystem units, responsible for supplying 70% of CT systems globally for GE, thereby realizing the vision of “Intelligent Manufacturing in China, Serving the World.”
Over the years, GE Healthcare’s Beijing plant has established a solid foundation in lean manufacturing and launched its “Smart Factory Construction Project” in 2016, becoming a global demonstration site for smart manufacturing within GE. This March, the plant was officially awarded the title of “Beijing Smart Manufacturing Benchmark Enterprise” by the Beijing Municipal Commission of Economy and Information Technology.
GE Healthcare is a pioneer in global contrast media and the world’s largest supplier. In 1994, GE Healthcare established a contrast media production base in Shanghai. Currently, 52% of GE’s contrast media supply chain products are shipped globally from the Shanghai facility, having gained market access in approximately 30 countries to date.
GE Healthcare’s Wuxi plant is primarily responsible for the production of ultrasound equipment. The Wuxi facility has established a local supply chain centered on the Yangtze River Delta region, achieving over 90% localization in procurement. Ultrasound main units have achieved 100% localization, while probes have attained 90% localization in both procurement and manufacturing.Currently, the Wuxi factory has become GE’s largest global manufacturing facility for ultrasound systems and probes, as well as its largest global R&D center for ultrasound technology. Of the ultrasound products sold worldwide, more than 60% of the probes and over 40% of the ultrasound main units are produced at the Wuxi factory.
The Tonglu factory is GE Healthcare’s first manufacturing base for filtration and separation products in Asia. Approximately 75% of the factory’s output is exported to overseas markets, while 25% supplies the domestic market, serving a wide range of application areas including medical diagnostics, environmental monitoring, food safety, basic scientific research, and industrial manufacturing.
The Tianjin production base was the last to be established. In June 2014, GE Healthcare invested $100 million to establish its fifth major production base in China—the Tianjin MRI Production Base—in the Tianjin Airport Economic Area. It became the only factory outside the United States capable of producing magnets for magnetic resonance imaging (MRI) and complete MRI systems.Its completion not only marks GE HealthCare’s full establishment of its five major production bases in China, but also serves as a significant testament to the comprehensive upgrade of its localized supply chain and manufacturing capabilities. This milestone underscores the enhanced production and manufacturing prowess for high-end medical equipment in China, enabling world-class quality products to better serve the Chinese population.
Starting this year, GE HealthCare’s high-end 3.0T MRI systems will be manufactured at its Tianjin production base to supply global markets, including China.The comprehensive and stable mass production of the 3.0T SIGNA™ Pioneer MRI system is a strong testament to GE HealthCare’s in-depth advancement of its localization strategy.
Continuously Deepening Local Presence, Collaborative Development of the Supply Chain
In China, GE Healthcare has been steadily advancing its in-depth localization strategy, underpinned by products, channels, services, and supply chain.
Today, GE Healthcare’s local capabilities, exemplified by its Tianjin production base, fully leverage the advantages of local design, local sourcing, advanced local manufacturing, and talent development in China. Together with GE Healthcare’s four other global production bases located in Beijing, Shanghai, Tonglu, and Wuxi, it is driving the upgrading of high-end medical device manufacturing and the industrial supply chain, realizing the vision of “Intelligent Manufacturing in China, Serving the World,” and injecting momentum into the development of the Bohai Rim Economic Circle and the integrated development of the Beijing-Tianjin-Hebei region. By providing critical production capacity for the ever-growing Chinese and global markets, GE Healthcare is making Chinese medical device manufacturing synonymous with world-class quality.
To strengthen China’s manufacturing capabilities for high-end medical equipment, GE Healthcare has localized its globally leading magnetic resonance imaging (MRI) production technologies and lean manufacturing concepts, such as green manufacturing. By implementing a series of comprehensive process optimization initiatives, the company has enhanced production capacity and introduced advanced technologies, thereby setting a benchmark for the overall upgrading and development of China’s high-end medical equipment manufacturing sector.
Leveraging its continuously expanding production capacity, the Tianjin manufacturing base will fully harness the radiating power of the local supply chain, effectively driving local suppliers to enhance their technological development and innovation capabilities. It will facilitate the transformation of China’s basic industries from contract manufacturing to raw material production, while integrating global industrial chains and innovation resources. This will foster synergistic development among upstream and downstream partners in the local supply chain, thereby accelerating the clinical application process in China and boosting the innovation capability and manufacturing standards of domestically produced high-end medical devices.