Domestic Medical Membrane Materials Surge in 2024 with Companies Expanding Overseas
In 2024, good news emerged from the field of membrane materials: China’s first production equipment for extracorporeal membrane oxygenation (ECMO) membranes successfully wove membrane fabric materials that met the required specifications. The Engineering Research Center of Knitting Technology under the Ministry of Education at Jiangnan University, in collaboration with the research team of the National Innovation Center for High-Performance Medical Devices, has successfully developed ECMO membrane weaving equipment with independent intellectual property rights, which is expected to be put into use in 2024. Previously, the hollow fiber membranes used in ECMO had been monopolized by foreign companies.
Membrane materials are widely used in life sciences, pharmaceuticals, and medical devices such as ECMO systems and hemodialyzers—areas that have all faced varying degrees of technological bottlenecks. In recent years, strong national policy support, combined with collaborative efforts by research institutions and enterprises, has led to significant breakthroughs in the research, development, and manufacturing of membrane materials. The year 2024 witnessed particularly fruitful achievements, marking a pivotal milestone in the independent innovation of membrane technology.
Membrane filtration technology is integral to both upstream and downstream processes in the production of biological products. Filtration in bioprocessing is primarily applied in stages such as media filtration, gas filtration, buffer filtration, clarification, concentration and diafiltration, pre-column/pre-ultrafiltration protective filtration, viral filtration, and sterilizing-grade filtration.
In the research, development, and manufacturing of biopharmaceuticals, membranes and filters serve as essential consumables for separation and purification processes. They are widely utilized in various applications, including buffer filtration, initial separation and concentration, sterile filtration, ultrafiltration, virus removal filtration, cell culture, and harvest, corresponding to a substantial market size.
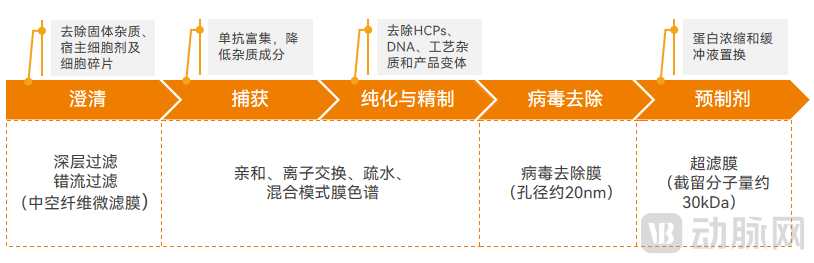 Application of Membrane Filtration Technology in Monoclonal Antibody Purification Processes, Source: "Membrane Science and Technology"
Application of Membrane Filtration Technology in Monoclonal Antibody Purification Processes, Source: "Membrane Science and Technology"
Currently, in addition to membrane filtration companies from general industries that have expanded into the pharmaceutical sector, numerous enterprises specializing in membrane filtration for the life sciences and biopharmaceutical fields were established around 2020. These companies have experienced rapid growth and attracted significant interest from investment institutions. The fact that these enterprises consistently secure single-round financing amounts reaching hundreds of millions of yuan underscores the industry’s emphasis on the independent research and development of membrane filtration technologies.Filters and filter membranes, as critical components of the pharmaceutical industry, can complete the closed-loop supply chain for independent research, development, and production in China.
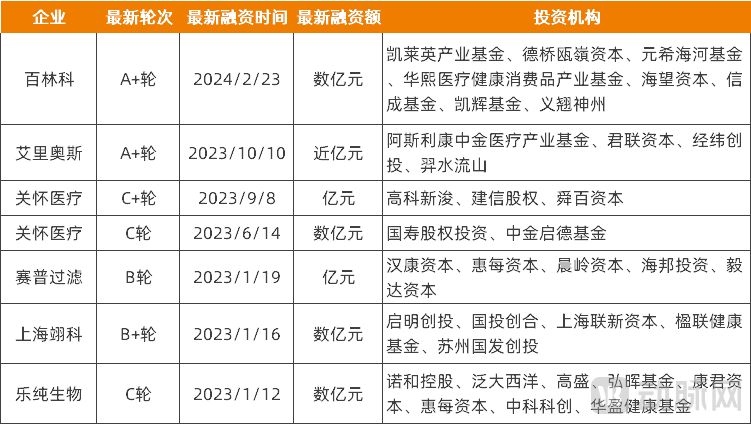
Membrane Filtration Technology Companies That Secured Financing Since 2023, Source: Arterial Orange Database
Since 2024, various innovative companies have successively launched new products covering all membrane filtration stages in the life sciences and pharmaceutical industries.
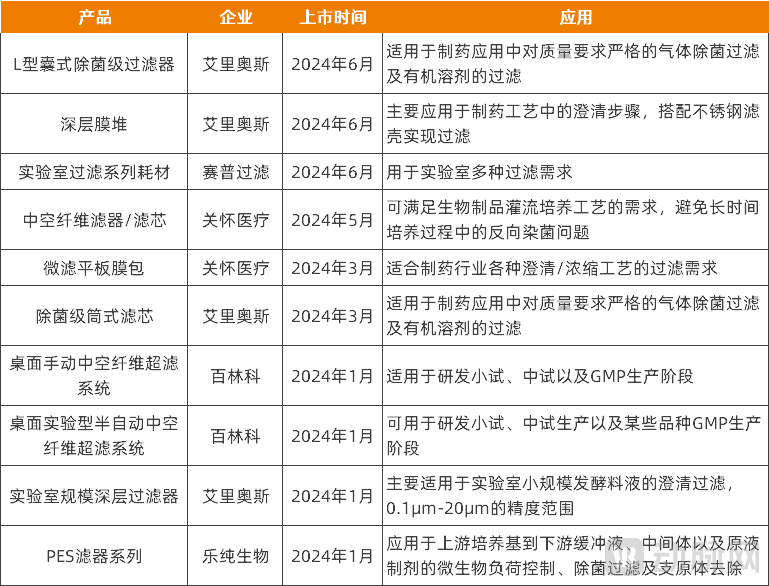
Selected New Membrane Filtration Products Launched Since 2024, Source: Public Corporate Information
For example, in 2024, Ailios continuously launched depth filters, depth filter stacks, multiple series of sterilizing-grade capsule filters, and cartridge filters, which can be used for clarification, pre-filtration, and sterilizing filtration stages in biopharmaceutical processes. Currently, Ailios has established R&D centers for filtration membrane materials and filter products in Boston, USA, and Shanghai, China. It has also built two filter production bases in Shanghai and Hangzhou, with a high-performance filtration membrane production base scheduled to be completed within the year.
Guanhuai Medical has also successively launched new products, including microfiltration flat-sheet membrane cassettes, hollow fiber filters, and filter cartridges, to meet the filtration needs of various clarification or concentration processes in the pharmaceutical industry.
Meanwhile, membrane filtration products from companies such as Saipu Filtration and Ailios have obtained FDA DMF Type II filings.
U.S. Drug Master File (DMF) is a system established by the FDA to help drug manufacturers and suppliers manage and share confidential information about drugs. The DMF document includes information on the manufacturer’s basic profile, product quality standards, testing methods, descriptions of manufacturing processes and equipment, as well as quality control and quality management practices.
Raw material suppliers submit the required technical information directly to the FDA for filing in the form of a Drug Master File (DMF) and obtain a DMF reference number. Drug applicants can then use this DMF reference number to replace the need to provide specific details on raw materials and excipients during the application process, significantly shortening the review and evaluation time.
In other words, if pharmaceutical companies use the aforementioned filed products, they can directly reference these filing documents when pursuing dual submissions in China and the United States, thereby helping to reduce the time required for preparing relevant documentation and shortening the review cycle during the submission process.
Membrane filtration technology spans two key sectors outlined in the “Made in China 2025” strategy: new materials and biopharmaceuticals. With the booming development of China’s biopharmaceutical industry and the advent of the bio-manufacturing era, membrane filtration—being one of the core technologies in downstream bioprocessing—boasts promising market prospects. Driven by multiple factors including capital, technology, and market demand, domestic companies have already achieved notable successes in various membrane filtration products for bioprocessing.
With the continuous advancement of industrialization, viral safety standards in specialized fields such as biopharmaceuticals are being increasingly raised. There is a need for a preparation method that removes or inactivates viruses without causing protein denaturation, thereby enhancing viral safety during production. As a commonly used virus removal technique, virus filtration leverages filter membranes within filtration equipment to achieve viral removal without inducing protein denaturation. This is particularly effective for removing non-enveloped viruses that exhibit high resistance to inactivation processes, thus ensuring viral safety throughout the manufacturing process.
Virus-retentive filtration membranes are polymeric membranes with complex pore structures, designed to provide high retention of virus particles larger than 20 nm while allowing smaller product molecules to pass through freely. Due to the need for high selectivity in distinguishing viruses from molecules of similar size, and the requirement to operate under high-flux conditions,Virus-retentive filters have become one of the most technologically advanced products among filtration membranes and are also core consumables in the biopharmaceutical industry.
Due to the high technical barriers, only foreign companies such as Merck, Asahi, and Pall have been able to ensure stable supply globally for many years. In 2020, the COVID-19 pandemic triggered a surge in demand for high-end filtration membranes required for vaccine production, leading to temporary supply shortages in China.Faced with the "chokehold" situation in high-end membrane materials, domestic enterprises have invested in the research, development, manufacturing, and application of virus filtration membranes.
According to publicly available corporate information:
In September 2021, Cobetter launched Viruclear VF, a virus removal filtration product independently developed and manufactured by the company, breaking the monopoly held by foreign companies in the virus removal product market.
In May 2022, Saipu Filtration launched its Valpha series of virus-removing filters, offering two membrane material options: PES (modified polyethersulfone) and RC (regenerated cellulose).
In July 2022, Guidling Technology launched its virus removal filter. The specially treated membrane significantly increases filtration capacity and prevents clogging of the virus filter.
Since then, research and development of virus filtration technologies and products have continued at a high frequency.
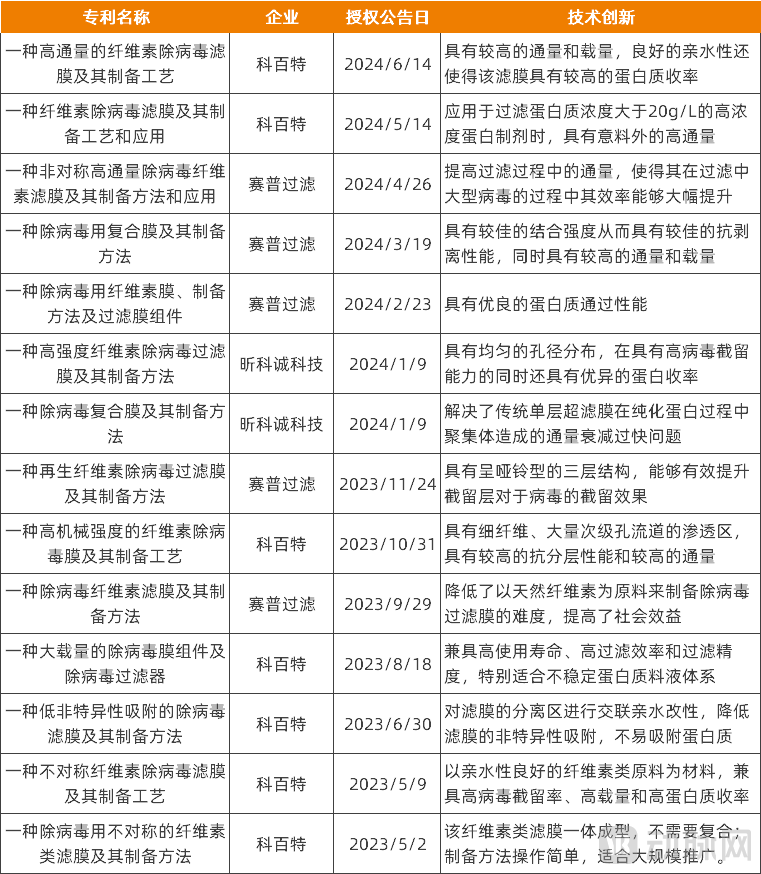
Patent Grants for Inventions Related to Virus-Filtering Membranes Since 2023, Source: China National Intellectual Property Administration
Patent announcements from the China National Intellectual Property Administration (CNIPA) indicate that patents related to virus-removal filtration membranes have been intensively granted since 2023. According to incomplete statistics, seven invention patents were authorized in 2023, and the number reached a new high in 2024, with seven invention patents authorized in the first half of the year alone. In addition, CNIPA has also authorized multiple utility model patents related to virus-removal filtration.
Collectively, the capability for independent research and development of virus filtration membranes remains concentrated in the hands of a few companies, such as Cobetter, Saipu Filtration, and Jiuling Technology, with few new entrants. Meanwhile, companies that already possess R&D capabilities are continuously iterating their technologies, upgrading and optimizing the manufacturing processes of filter membranes and corresponding components to enhance product filtration performance and stability, thereby adapting to diverse application scenarios.
Since the launch of its first virus removal filtration product, Cobetter has introduced a wide range of virus removal filtration products made from polyethersulfone (PES) and regenerated cellulose (RC), allowing users to select and test models based on drug solution characteristics and application scenarios.
Saipu Filtration has also successively launched ready-to-use capsule virus removal filters, next-generation regenerated cellulose virus removal filters, and more.
Meanwhile,Domestic products have also achieved significant results in market expansion, even going overseas.
For example, as of April 2024, Cobetter had more than 15 customers using its Viruclear series of virus removal filters to complete multi-batch production at fermentation scales ranging from 2,000 to 10,000 liters. Meanwhile, Cobetter continues to expand into overseas markets and has established communications and connections with numerous pharmaceutical clients in the United States, Japan, Australia, Central and Eastern Europe, India, and other regions in the field of virus removal filtration.
Membrane materials are also widely used in the field of medical devices.
The "14th Five-Year Plan for the Development of the Medical Equipment Industry" proposes to tackle key challenges in advanced basic materials, with a focus on overcoming technical barriers in hollow fiber membranes for extracorporeal membrane oxygenation (ECMO) machines and dialysis membranes for blood purification equipment.
In 2023, the Ministry of Industry and Information Technology (MIIT) and the National Medical Products Administration (NMPA) jointly launched the “Open Competition” initiative for innovation in biomedical materials. This initiative focuses on tackling key challenges in three major areas: polymer materials, metallic materials, and inorganic non-metallic materials. Among these are polymer materials used in medical devices such as hemodialyzers and extracorporeal membrane oxygenation (ECMO) machines, including polysulfone (PSU) and polyethersulfone (PES) for hemodialysis membranes, as well as poly(4-methyl-1-pentene) (PMP) for oxygenation membranes.
This fully demonstrates the critical importance of membrane materials in medical devices, particularly in key areas that remain to be conquered, such as dialysis membranes and oxygenation membranes.
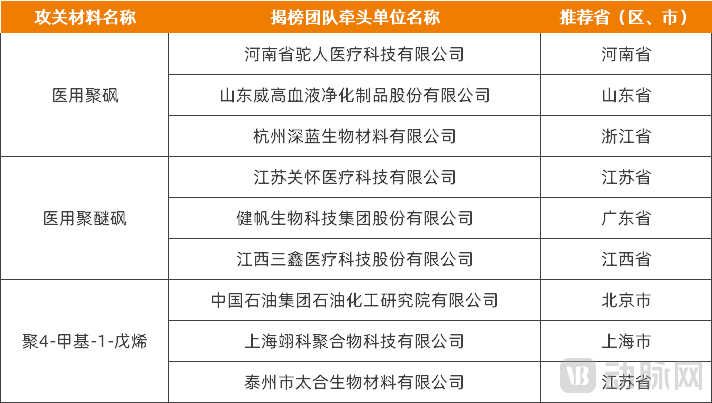
《List of Shortlisted Units for the First Batch of “Open Competition” Tasks in Innovative Biomedical Materials》: Key Research Projects on Dialysis Membranes and Oxygenation Membrane Materials. Source: Ministry of Industry and Information Technology
Breakthrough in Oxygenation Membrane R&D: One Step Away from Application
On January 4, 2023, the first domestically developed extracorporeal membrane oxygenation (ECMO) system by Hanovo Medical received approval for market launch, making China the fourth country—after the United States, Germany, and Italy—to possess industrialized ECMO technology capabilities. Since its debut, this first-of-its-kind Chinese-made complete ECMO system has been clinically applied in over one hundred hospitals across China, successfully treating hundreds of patients, with a total cumulative runtime exceeding tens of thousands of hours.
As of now, three ECMO products have been approved in China; in addition to Hanuo Medical, products from Changzheng Medical and Saiteng Medical have also received approval.
The oxygenator membrane is the core component of the ECMO system, serving as the device for gas exchange. To date, three generations of products have been developed: the first generation using solid silicone membranes, the second generation using microporous hollow fiber membranes, and the third generation using solid hollow fiber membranes.
Among third-generation oxygenation membrane materials,Poly(4-methyl-1-pentene) (PMP)As a high-performance polyolefin material, it features excellent oxygen flux and nitrogen/oxygen selectivity, low leachables, and biocompatibility. It enhances the separation between the blood and gas phases, overcomes the issue of plasma leakage, and is considered the optimal membrane material for ECMO systems. However, PMP membranes are exclusively supplied worldwide by Membrana, a subsidiary of 3M Company.
While significant achievements have been made in the research and development of ECMO systems, intensive efforts are also underway in China to overcome technical challenges in the preparation of PMP membranes.

Patent Landscape of Membrane Preparation Technologies for Oxygenators, Source: China National Intellectual Property Administration
According to public information from the China National Intellectual Property Administration, more than 10 patents have been granted for PMP membrane preparation technologies to date. The research and development of PMP membranes must address not only product performance issues related to gas exchange efficiency and oxygenation efficacy, but also industrialization challenges such as subsequent manufacturing costs and production efficiency.
In June 2024, Hangzhou Filter New Material Co., Ltd. (a subsidiary of Cobetter) completed the registration of its PMP hollow fiber oxygenation membrane in the Medical Device Master File with the National Medical Products Administration (NMPA). This means that medical device applicants using this product can expedite their submission and review process through the Master File documentation. (Note: The NMPA has implemented this system since 2021, drawing reference from relevant international requirements.)Medical DevicesMaster File Registration System)
In March 2024, according to information released by the National Innovation Center for High-Performance Medical Devices, the center has carried out technological breakthroughs on hollow fiber membrane materials for oxygenators and has achieved pilot-scale preparation of the membrane materials.
Furthermore, the PMP material R&D project, led by the Petrochemical Research Institute, has also made significant progress. A technical package for the production of 4-methyl-1-pentene (4-MP-1) monomer and PMP materials at a scale of thousands of tons has been developed, with plans to construct a 1,000-ton/year demonstration plant. This initiative aims to achieve the industrialization of 4-MP-1 monomer and PMP materials, thereby resolving critical bottlenecks across the entire supply chain from raw materials to finished products.
Hemodialysis: Breaking Through from Dialyzers to Dialysis Membranes
The hemodialyzer is a key component in hemodialysis equipment and represents a product with high commercialization technical barriers within the field of hemodialysis medical devices.
In recent years, the localization of hemodialyzers in China has accelerated, with domestic and imported products each accounting for half of the market. Registration information from the National Medical Products Administration (NMPA) shows that nearly 60 domestically produced dialyzers have been approved to date, involving more than 20 companies.Additionally, industry statistics indicate that in the hemodialyzer sector, imported and domestically produced manufacturers each hold approximately 50% of the market share.
In hemodialyzers, the hemodialysis membrane is the core component. Although dialyzers have achieved a high level of domestic production in China, dialysis membranes still rely heavily on imports, and only a few companies in Europe and Japan are capable of producing medical-grade polyethersulfone materials globally.
Currently, in addition to the joint initiatives by the Ministry of Industry and Information Technology (MIIT) and the National Medical Products Administration (NMPA) to support R&D projects in medical-grade polysulfone and medical-grade polyethersulfone for companies such as Guanhui Medical and Jafron Biomedical, more leading enterprises have achieved independent R&D of hemodialysis membranes and have already applied them in hemodialyzer products.According to VCBeat’s statistics based on publicly available corporate information, approximately 30% of the more than 20 companies that have obtained approval for hemodialyzers possess the capability for independent research, development, and manufacturing of dialysis membranes.
According to Weigao Blood Purification’s prospectus, the company has mastered key membrane fabrication technologies and production processes for hemodialyzers. It is one of the earliest domestic manufacturers to achieve breakthroughs in hollow-fiber membrane technology for hemodialysis, and among the first in China to possess key technologies such as nanoscale lateral pore structure characterization of hollow-fiber membranes.
Established in 2012, Suzhou Junkang initially imported dialysis membrane spinning and sealing production lines from Germany. After integrating German technical experts, renowned Chinese university professors, and its internal R&D team into a cohesive research and manufacturing system, the company gradually achieved breakthroughs in proprietary dialysis membrane preparation technologies. It became the first enterprise in China to achieve large-scale production of polyethersulfone (PES) dialysis membranes.
In 2020, after acquiring Suzhou Junkang, Baolite leveraged Suzhou Junkang’s independent R&D capabilities for dialysis membranes to perfect its layout across the entire industry chain in the hemodialysis sector.
In 2021, Sanxin Medical achieved large-scale production of hollow-fiber hemodialysis membranes via in-house spun fiber manufacturing, becoming one of the first companies in the industry to independently produce dialysis membranes using domestically made equipment and achieve commercial-scale production.
Shanwaishan has also invested in the independent research and development of dialysis membranes. Through several years of accumulation and practice, particularly with the commissioning and testing of a 16-spinneret hollow fiber membrane spinning pilot production line, the company has achieved numerous breakthroughs in spinning technology.
Overall,Companies with R&D capabilities in the industry are continuously optimizing safety indicator control technologies and enhancing automated product inspection techniques, ensuring that hollow fiber membranes maintain stable performance in terms of biocompatibility, leachable control, solute clearance rate, and ultrafiltration rate during clinical use, thereby matching the quality of imported products.
“Everything is hard in the beginning.” This phrase aptly describes the journey of overcoming “chokehold” technologies.
Currently, numerous Chinese enterprises have made significant efforts to ensure the security of membrane material supply. Compared with imported products, they have secured a market position by offering comparable or even superior performance, faster delivery times, and higher cost-effectiveness.
Some industry practitioners have also pointed out that certain domestically produced products still lag significantly behind imported counterparts in terms of stable manufacturing, validation systems, and performance stability. At large medical equipment exhibitions, the most crowded booths are often those of a few select companies, while some booths for domestic products remain sparsely visited. Nevertheless, it is important to recognize that companies which have achieved breakthroughs from “0 to 1” have never ceased their efforts in in-depth research and development and continuous iteration. Meanwhile, more companies are investing in the research and development of key technologies, making independent innovation their core strategic objective.
In any case, the first step already taken marks the beginning of a smooth path ahead.
References:
Jiangnan University: China’s First! ECMO Membrane Material Weaving Equipment Made in Jiangnan!
Membrane Science and Technology: Research Progress on the Application of Membrane Technology in the Separation and Purification of Monoclonal Antibodies
China Petroleum Daily: Good News! Major Progress Achieved in the Localization of Medical Materials!
Weigao Blood Purification Prospectus