A $10B Niche Market Powering a $1T Industry: Enzyme Technology Drives Green Pharmaceutical Manufacturing
In recent years, pharmaceutical manufacturing has been moving toward shortening development timelines and reducing costs. As a result, the industry is exploring more efficient production methods, with industrial upgrading trending toward fine chemical processing. Meanwhile, pharmaceutical companies and CXOs are transitioning to greener, more environmentally friendly production models, in which biocatalysis technology is garnering increasing attention for its outstanding performance in pharmaceutical engineering.
Currently, the integration of synthetic biology with traditional chemical engineering has brought about revolutionary changes in synthesis processes. Biocatalysis represents a significant innovation in compound synthesis. By leveraging naturally evolved enzymes and artificially engineered novel enzymes as catalysts, biocatalytic technologies enable more efficient and environmentally friendly chemical reactions. Their applications have expanded beyond traditional sectors such as food, agriculture, and textiles to encompass broader areas of chemical and pharmaceutical production.
If chemical reactions without enzymatic involvement are likened to driving a car over high mountains, requiring heavy acceleration (high energy consumption) to pass through, then biocatalysis with enzyme participation is akin to taking a tunnel through the mountain—smooth and rapid. Such reactions occur under ambient temperature and pressure, resulting in low energy consumption and minimal pollution. Consequently, they can significantly reduce carbon emissions during production processes and are regarded as an effective solution to address crises related to resources, energy, and the environment.
In the pharmaceutical sector, enzyme catalysis technology has been applied to drug synthesis, where the high selectivity and specificity of enzymes demonstrate unique advantages, particularly in the synthesis of complex natural products and pharmaceutical molecules. However, in the domestic market, its application in the pharmaceutical field remains in the initial stages, especially when compared to its large-scale adoption in the food and agricultural sectors.
According to data from the Zhongyan Puhua Industry Institute, the global enzyme preparation market size reached $12.8 billion in 2023, while the domestic chemical pharmaceutical market alone amounted to RMB 883.9 billion in 2022. This niche sector is emerging as a pivotal lever for driving industrial upgrading.
As early as 15 years ago, multinational corporations (MNCs) including AstraZeneca, Eli Lilly, GSK, Johnson & Johnson, Merck, and Pfizer had already embarked on implementing green chemistry research in the pharmaceutical industry.
Taking Merck as an example, it collaborated with Codexis to develop transaminases for the production of a key intermediate in sitagliptin synthesis. Compared with chemical synthesis, the biocatalytic route increased the overall product yield by 13%, reduced waste by 19%, and eliminated the use of heavy metal catalysts.
Subsequently, in 2019, Merck again partnered with Codexis to develop a biocatalytic synthetic route for islatravir. This project achieved an asymmetric synthesis in three steps via a one-pot aqueous process with an overall yield of 51%, utilizing five directed-evolution engineered enzymes to catalyze asymmetric reactions of non-natural substrates, supplemented by four natural enzymes. In contrast, previous synthetic routes required between 12 and 18 steps.
Biocatalysis involving enzymes relies on their high efficiency and plays an increasingly important role in the synthesis of chiral drugs.
For example, alcohol dehydrogenases (ADHs) and ketoreductases (KREDs) can asymmetrically reduce prochiral ketones to chiral alcohols. These enzymes require NAD+ or NAD(P)+ as cofactors and utilize isopropanol or glucose as reducing agents.
Roche and Genentech leveraged ketoreductases (KREDs) to develop an asymmetric synthesis process for the Akt inhibitor ipatasertib. They also collaborated on developing a KRED-catalyzed process for navoximod, screening over 500 enzymes to identify a ketoreductase capable of selectively producing trans-cyclohexanol.
Novartis has developed an asymmetric synthesis process for an FXI inhibitor intermediate using ketoreductase. Merck’s ROMK inhibitor MK-7145 is structurally similar to Novartis’s FXI inhibitor intermediate. In this process, the enzymatic substrate haloacetophenone undergoes cyclization to form a chiral epoxide in the presence of potassium carbonate, followed by ring-opening with piperazine to yield MK-7145.
Pfizer has developed an enzymatic process using alcohol dehydrogenase (ADH) for the production of chiral α-hydroxybutyrate, a compound that can be utilized in the synthesis of novel γ-secretase inhibitor drugs.
Transaminases, which are widely used to convert prochiral ketones into chiral amines, are also currently in broad application.
For instance, the novel Pfizer γ-secretase inhibitor mentioned earlier is produced by converting the substrate tetralone into chiral tetralinamine via transaminase. In the case of Merck’s CGRP receptor antagonist, which contains two chiral centers in its product, the catalytic process employs a tandem reaction combining dynamic kinetic resolution with transamination. Similarly, ubrogepant, Merck’s drug for treating migraine, is manufactured through a comparable reaction pathway.
Furthermore, enzyme catalysis plays a significant role in the green synthesis of intermediates for statins, non-steroidal anti-inflammatory drugs (NSAIDs), beta-blockers, and statin-like antidepressants.
Compared with traditional chemical production, biocatalysis can reduce energy consumption by 15%–80% and lower production costs by 9%–90%, making it a critical pathway for the leapfrog development of the traditional chemical industry.
As vital catalysts in biocatalysis, enzymes play a pivotal role in more than ten major types of reactions, including oxidation, hydrolysis, and reduction. Consequently, they are extensively applied in fields such as pharmaceutical intermediates and cosmetics. Domestic enterprises are also ramping up their efforts within their respective sectors.
Through collaborations with universities such as Zhejiang University of Technology, Tsinghua University, and East China University of Science and Technology, Lepu Pharmaceutical has successfully developed various enzyme engineering technologies, achieving breakthroughs in biocatalytic asymmetric synthesis, microchannel continuous-flow reaction technology, and crystallization control technology. Notably, the company has made significant achievements in the “Chemo-Enzymatic Combinatorial Catalytic Synthesis of Atorvastatin Calcium” project, which was awarded the First Prize of the Zhejiang Provincial Science and Technology Progress Award.
Hongyuan Pharmaceutical’s project, “Key Green Synthesis Technologies and Industrialization of Statin Drugs,” was also awarded the Third Prize in the 2021 Zhejiang Provincial Science and Technology Progress Awards. The project achieved substantial innovations and major breakthroughs in the design of novel process routes for statin active pharmaceutical ingredients (APIs) and in highly stereoselective enzymatic catalysis using novel dicarbonyl reductases. These technologies have enabled the industrial-scale production of key chiral statin side chains, statin core structures, and a series of related APIs.
Through more than a decade of continuous research and development, Jingxin Pharmaceutical has overcome key technical challenges associated with statin drugs. By introducing enzymatic catalysis for constructing chiral centers into the synthesis of the high-optical-purity chiral side chain of rosuvastatin calcium, the company has optimized enzymatic process conditions, shortened the synthetic steps for the chiral side chain, improved reaction yields, and reduced the discharge of waste water, waste gas, and solid waste, thereby achieving green pharmaceutical manufacturing. The patent titled “Enzymatic Preparation Method for Rosuvastatin Intermediates” was awarded the “China Patent Gold Award” by the China National Intellectual Property Administration.
It is not difficult to observe that domestic enterprises in China currently apply enzymes to specific niche pharmaceutical sectors primarily through a strategy of single-point breakthrough.
Currently, although low-dose fermentation production of enzymes has become a standard capability for biotechnology companies, there remains substantial room for improvement in enzyme variety development, enzyme sourcing, and large-scale mass production. Furthermore, in the context of large-scale enzyme manufacturing, both practical experience and theoretical understanding regarding the achievement of high enzymatic activity and stable expression of enzyme activity are still insufficient.
Consequently, the domestic high-quality enzyme preparation market is dominated by international giants such as Novozymes, Codexis, AB Enzyme, Amano, and NEB.
Enzymes have a wide range of applications, with enzyme technologies being integral to nearly all biology-related products and technologies. However, enzyme production is characterized by low barriers to entry but high difficulty in mastering.
For enzyme preparations, structural design is merely the starting point; in other words, even if reverse-engineering sequencing is used to identify the sequences of high-quality foreign enzyme products, this does not guarantee the production of high-quality enzymes.
Enzyme quality is influenced by many factors, such as plasmids, host cells, and fermentation process details. Achieving high-activity enzyme expression and stable, high-yield fermentation production requires long-term, extensive practical accumulation to bring about qualitative change through quantitative buildup. In this regard, foreign companies undoubtedly hold a first-mover advantage.
From a process perspective, the development and production of enzymes are conducted in parallel with specific projects. Initially, desired enzymes are obtained through screening and engineering, followed by small-scale testing, expression, and minor product conversion trials. As the volume of product conversion increases, the scale of enzyme fermentation is progressively expanded, with increasingly detailed fermentation parameters being optimized. This iterative process is repeated until large-scale enzyme production is achieved.
Certainly, there is another model known as the cell factory, which integrates the two stages of enzyme industrialization, making large-scale fermentation of microbial strains its primary target. The product of industrialized enzymatic fermentation is enzymes, whereas the products of cell factories are metabolites (such as ephedrine). Since the biosynthesis of intracellular metabolites often involves the expression, regulation, and catalysis of a series of enzyme genes, the large-scale fermentation process for cell factories is more complex.
Cell factories are primarily applied in the pharmaceutical industry for the production of active pharmaceutical ingredients (such as antibiotics, opioid drugs like morphine, and cannabinoids), pharmaceutical intermediates (such as artemisinic acid, a precursor to the antimalarial drug artemisinin, and taxadiene, a precursor in paclitaxel synthesis), recombinant protein and peptide therapeutics, and recombinant vaccines.
Currently, Chinese companies such as Cathay Biotech (producing dicarboxylic acids), Huaheng Biotechnology (developing β-alanine), and Bluepha (producing PHA) are all following this pathway. Due to the long R&D cycle of cell factories and their advantages being more evident in economies of scale, they are generally primarily applied to the production of bulk commodities.
Although the concept of a one-step cell factory is highly advanced, the two-step enzymatic catalysis model also offers its own advantages. For instance, the stepwise approach provides better controllability in large-scale enzyme fermentation and allows for greater flexibility and diversity in industrial enzymatic catalysis applications.
Another advantage of enzymatic catalysis applications is their superior compatibility with the traditional chemical industry. Companies such as WuXi STA (a subsidiary of WuXi AppTec), Asymchem, Porton Pharma, and Chengda Pharmaceutical have successively established dedicated departments and increased investment in enzymatic catalysis technologies, which further underscores the compatibility and complementarity between enzymatic catalysis and the traditional chemical industry.
Currently, knowledge regarding large-scale enzyme fermentation systems in China is still in the developmental stage, the range of chassis cells available for enzyme fermentation remains limited, and effective fermentative production has not yet been achieved for a vast array of enzymes found in nature. Meanwhile, industrial catalytic applications of enzymes are also in their early stages; immobilized enzymes combined with materials are at an even more rudimentary stage, and in vitro multi-enzyme cascade catalysis, which mimics cellular factories, is likewise in its infancy.
Certainly, the large-scale production of enzymes relies on a deep understanding of enzymes and the establishment of enzyme libraries, both of which are inseparable from advances in enzyme engineering.
Natural enzymes can no longer meet application requirements in terms of activity, selectivity, and thermal stability. Therefore, exploring more efficient enzyme engineering techniques to improve specific enzymatic properties is a primary task in the field of enzyme engineering.
The chemical nature of most enzymes is protein, hence they are also referred to as enzymatic proteins. Depending on the technical approach, existing enzyme engineering technologies can be broadly categorized into two types: traditional enzyme modification based on protein engineering techniques, and artificial intelligence-assisted, data-driven enzyme modification.
Among these, traditional methods for enzyme molecular engineering include directed evolution and rational design. This experimental-driven strategy has been widely applied in enzyme engineering. However, due to the vastness of the protein sequence space and the scarcity of experimental data, enzyme engineering requires extensive computational efforts or large-scale experimental screening. To achieve highly efficient enzyme molecular engineering and advance the level of enzyme evolution, it is necessary to introduce more advanced technologies to guide the engineering process.
With advances in sequencing, high-throughput screening methods, protein databases, and artificial intelligence, data-driven enzyme engineering is poised to address these challenges.
AI-assisted enzyme engineering has two major objectives: enzyme function prediction and enzyme molecular engineering. Currently, machine learning-based approaches leveraging public datasets have successfully addressed predictive tasks such as protein solubility prediction, function prediction, stability prediction, and structure prediction.
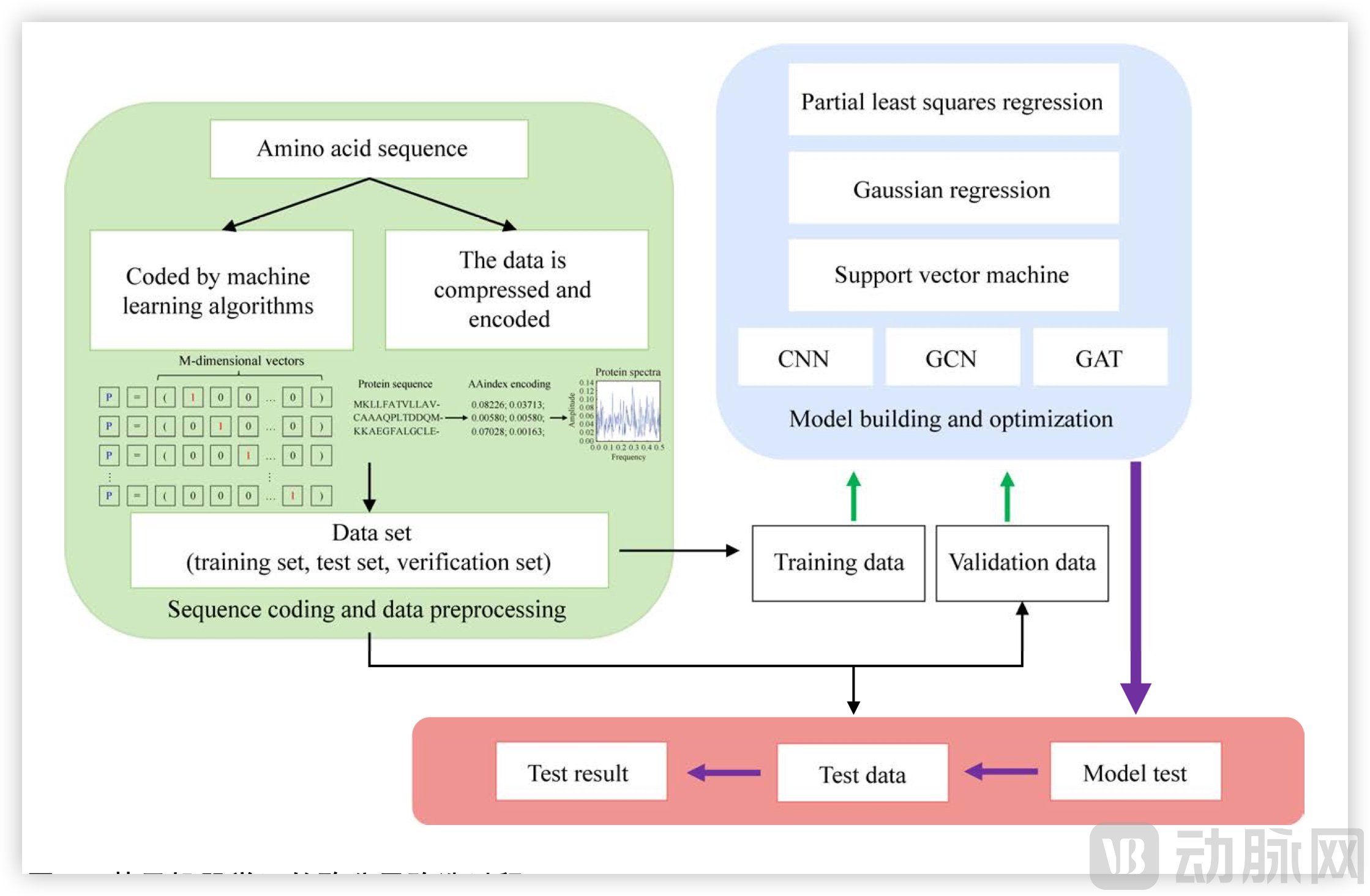
Machine Learning-Based Enzyme Engineering Process. Image source: 10.13345/j.cjb.230748
Today, public protein databases have collected millions of protein sequences, hundreds of thousands of protein structures, tens of millions of biophysical values, and hundreds of annotated catalytic mechanisms. With data continuing to expand, this provides a solid foundation for machine learning algorithms in AI-guided enzyme engineering.
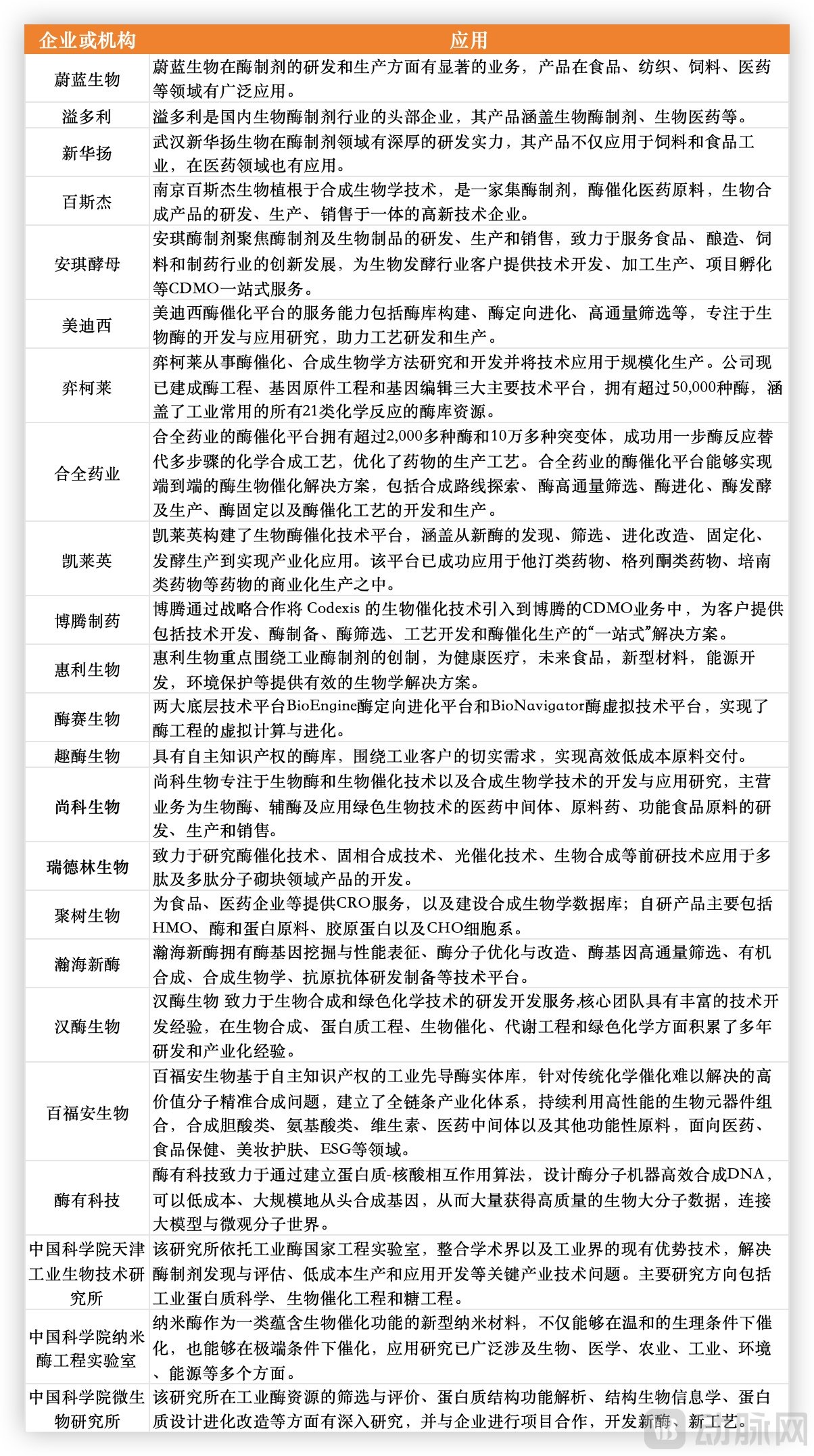
Selected Domestic Enterprises and Institutions Involved; Data Compiled from Public Sources
Currently, many domestic companies have actively entered the field of enzyme engineering.
Huilin Bio, co-led by Legend Capital and Boyuan Capital, is dedicated to the computational design of core enzymatic components for synthetic biological reactions. It is one of the few biomanufacturing companies with comprehensive capabilities in core technology, large-scale production, and commercialization closed-loop, and has implemented solutions in multiple fields such as pharmaceutical intermediates, animal health, and food.
Huilisheng’s core technology platform—the Enzyme Computational Design Platform—is a standardized, automated, and versatile AI-driven industrial enzyme computational design platform. It leverages computational technologies and data to drive high-efficiency, high-intensity, and flexible development in biomanufacturing. By employing computational design techniques, the platform significantly optimizes screening efficiency and enables efficient enzyme functional engineering, thereby revolutionizing the advancement of green biomanufacturing. Huilisheng focuses primarily on the creation of industrial enzyme preparations, providing effective biological solutions for healthcare, future foods, novel materials, energy development, and environmental protection.
Furthermore, EnzymeSai, dedicated to enzyme mining and engineering, provides an “end-to-end” comprehensive biocatalysis solution spanning from conceptualization to product commercialization. Its two foundational technology platforms—the BioEngine enzyme directed evolution platform and the BioNavigator enzyme virtual screening platform—enable in silico computation and evolution of enzymes. By integrating wet-lab and dry-lab approaches, these platforms continuously help EnzymeSai expand its diverse enzyme libraries and accumulate high-quality data, thereby accelerating the commercialization process.
Nanjing Qumei Biotechnology is an innovative synthetic biology company. Leveraging its independently developed AI platform and years of industrialization experience, Qumei Biotechnology is building robust R&D capabilities and the ability to rapidly iterate its products. The company has established an efficient R&D and production system spanning gene design, cloning, and protein expression. It offers a comprehensive library of enzymes with independent intellectual property rights for the pharmaceutical, clinical diagnostics, fine chemical, and other industries. By addressing the practical needs of industrial clients, Qumei Biotechnology ensures the efficient, low-cost delivery of raw materials.
As can be seen, although many enterprises and research institutions have entered the field, there remains a significant gap compared to global industry leaders. While artificial intelligence can help rapidly narrow this gap, enzyme engineering and the optimization of related manufacturing processes are not carried out in isolation; rather, they constitute a systematic engineering endeavor. These components interact with and reinforce each other, meaning that progress cannot be achieved overnight.
In the MNC pharmaceutical engineering projects mentioned in the first section of this article, more than half are backed by a company named Codexis. The enzymes used in these reactions were either purchased directly from Codexis or customized through the company. For instance, the transaminase used in Novartis’ heart failure drug LCZ696 was customized by Codexis; starting from the wild-type enzyme, it underwent 10 rounds of directed evolution, resulting in a 500,000-fold increase in enzymatic activity. To develop synthetic biology in China and establish a reliable industrial chain, companies like Codexis are indispensable.
Although the enzyme preparation industry itself has a market size of only tens of billions of dollars, its impact on downstream industries is exponentially amplified. Failure to secure control over this sector will inevitably lead to strategic vulnerabilities, or being "choked off," in future industrial iterations. Currently, the domestic market share of enzyme preparations is still dominated by foreign brands. Achieving substitution with Chinese-made products requires greater participation from more enterprises.
References:
The Evolving Nature of Biocatalysis in Pharmaceutical Research and Development Scott P. France,Russell D. Lewis,Carlos A. Martinez doi/10.1021/jacsau.2c00712
Microbial Enzyme Engineering: cornerstone of biological manufacturing JIN Cheng doi/10.13344/j.microbiol.china.207007
Progress in the application of artificial intelligence-assisted molecular modification of enzymes XU Pei,WANG Weihua,NING Hongwei,CAO Ruifen,LIU Sheng,FAN Peifeng,SONG Xiaoping doi/10.13345/j.cjb.230748
"Synthetic Biology" by Liu Jianzhong