Multinational Giants' Local Production in China Evolves to Version 3.0: From Market Proximity to Global Manufacturing Hub
The annual China International Import Expo concluded today.
Looking back at the exhibition, the global debuts and first-time showcases by major multinational giants were dazzling, highlighting innovation trends across various subsectors of pharmaceuticals and medical devices.
Also noteworthy were the high-end “Made in China” products showcased by multiple companies, such as Medtronic’s Mazor XC surgical navigation and positioning system for spine surgery, Philips’ Epiq Elite 5500 and Affiniti 5300 ultrasound systems, Intuitive Fosun Pharma’s domestically produced da Vinci Xi surgical system, Terumo’s domestically produced coronary balloon dilation catheters and domestic membrane oxygenators, and more.
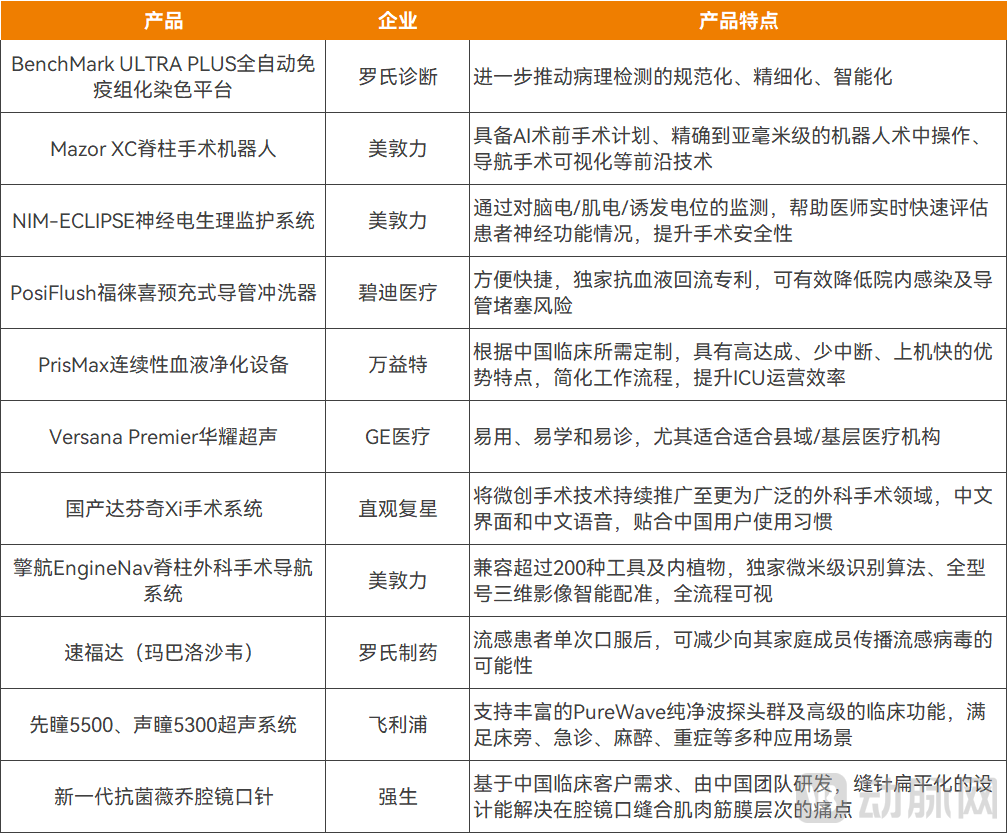 Some Locally Produced Products Exhibited at the CIIE, Source: Public Reports
Some Locally Produced Products Exhibited at the CIIE, Source: Public Reports
Localization has long been a critical strategy for large multinational pharmaceutical and medical device companies in the Chinese market. Local manufacturing serves as a vital link between product R&D and commercialization, making investment in production facilities a key component of localization efforts. Over the past three decades, it has been the continuous establishment of production bases in China by MNCs, along with the introduction of their product portfolios, that has enabled numerous innovative products made in China to shine at the China International Import Expo (CIIE).
 Medical Devices from MNCs Localized in China Draw Attention at the CIIE
Medical Devices from MNCs Localized in China Draw Attention at the CIIE
Against the backdrop of China’s continued opening to foreign investment, multinational pharmaceutical and medical device companies are placing greater emphasis on the Chinese market and establishing local manufacturing facilities. These factories have had a profound impact on China’s healthcare delivery system and innovation within its medical industry.
VCBeat's analysis of public data and information from nearly 40 multinational corporations (MNCs) reveals that,Global giants are establishing manufacturing facilities in China, evolving from initial localized production and accelerated time-to-market to personalized manufacturing tailored for the Chinese market. Today, this strategy has advanced to Version 3.0, emphasizing deep integration with China’s healthcare industry ecosystem, driving industrial upgrades across the upstream and downstream supply chains and regional sectors, and positioning Chinese production bases as global manufacturing hubs.
China’s vast population base has made its market a critical battleground for multinational corporations (MNCs), with local manufacturing serving as one of the key strategies for establishing a presence in the country. As early as the 1980s and 1990s, a number of MNCs—including Bayer, GE Healthcare, Roche, Novo Nordisk, and Novartis—had already established production facilities in cities such as Beijing, Shanghai, and Wuxi. Since then, the cohort of MNCs entering the Chinese market and setting up factories has continued to grow.
In recent years, China has established the world’s largest healthcare service and medical security systems, with a market outlook that cannot be underestimated. Furthermore, national policies encourage multinational corporations (MNCs) to transfer the domestic production of original chemical drugs, biological products, and high-end medical equipment to China. All these factors provide stronger impetus for MNCs to invest in production facilities in China.
Therefore, accelerating local production and further closing the distance to the Chinese market have become a major focus for multinational corporations (MNCs).
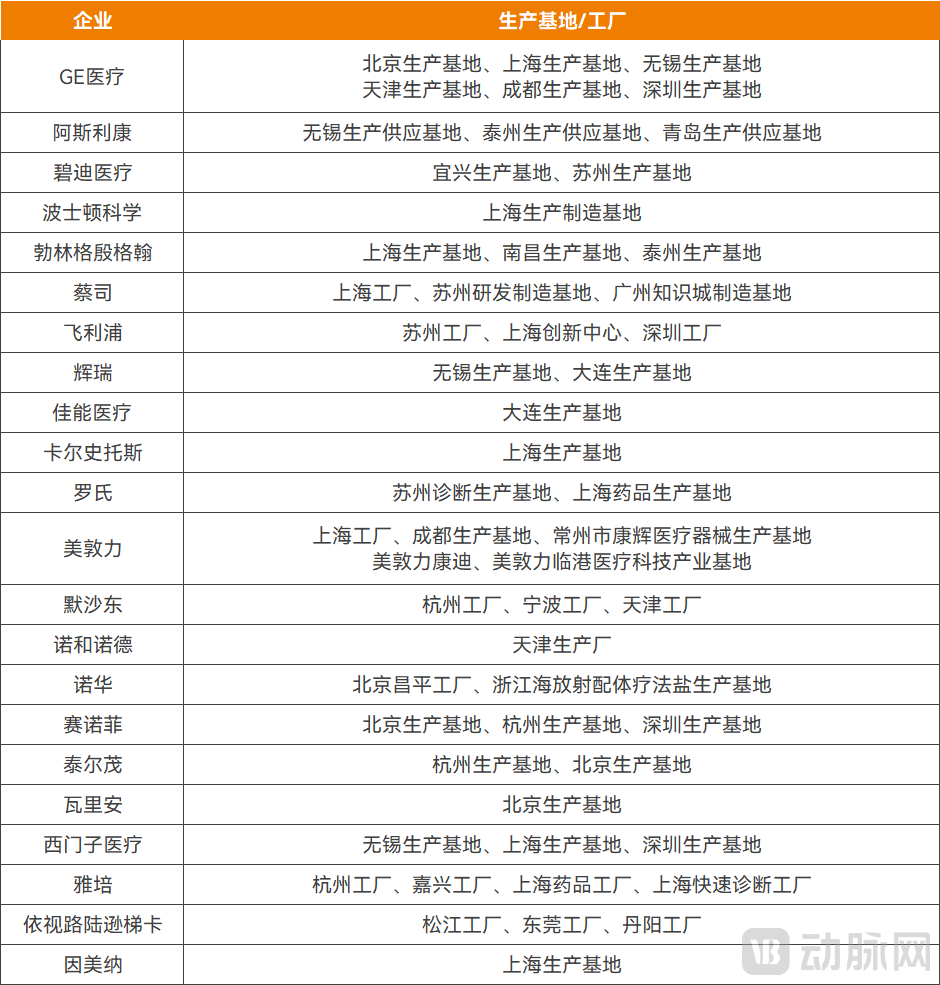 Major Factories Established by Select MNCs in China, Source: Company Official Websites and WeChat Accounts
Major Factories Established by Select MNCs in China, Source: Company Official Websites and WeChat Accounts
Taking the multinational corporations (MNCs) participating in this year’s China International Import Expo (CIIE) as an example, incomplete statistics from VCBeat show that more than 40 of these companies have invested in building manufacturing facilities in China. Most of these enterprises have established two or more production bases or factories across different cities, with some operating as many as six or seven plants.
In terms of geographic layout, MNCs’ manufacturing facilities in China are primarily located in Beijing, Shanghai, and other economically developed cities in the eastern region, with a limited number expanding into the central and western regions.
For multinational corporations (MNCs), first-tier cities and other economically developed urban centers boast more comprehensive production factors, such as upstream suppliers and industry talent. These regions are also home to China’s top hospitals and leading research institutions, facilitating smooth collaboration among industry, academia, and research.
As investment promotion efforts intensify and industrial resources become more abundant in central and western China, some cities in these regions have attracted multinational corporations (MNCs) to establish operations, leveraging their lower land and labor costs. For instance, in 2023, GE Healthcare established a precision medicine industrialization base in Chengdu. Previously, Medtronic set up production facilities in Chengdu for portable hemodialysis systems and insulin pump systems, while Fresenius Kabi and Boehringer Ingelheim each established production bases in Nanchang.
A notable phenomenon is that multinational corporations (MNCs) are rapidly advancing their production projects in China. From project initiation and official announcements to the completion of production lines, trial runs, prototype rollout, and mass production, time truly translates into productivity.
During the 6th China International Import Expo (CIIE) in 2023, KARL STORZ announced that it would build its first localized manufacturing base in the Asia-Pacific region in Songjiang, Shanghai. In 2024, after accelerating the completion of production lines in May, the facility showcased its first batch of locally produced prototypes for the first time at the 7th CIIE in November.
In October 2024, Boston Scientific’s first manufacturing base in China commenced operations in Lingang, Shanghai, with the project completing construction just one year after signing.
Previously, GE Healthcare’s precision medicine industrialization project in Chengdu also achieved the milestone of being approved, commencing construction, and rolling out its first batch of products all within 2023.
The rapid completion and commissioning of production projects are undoubtedly the result of a combination of factors, including existing infrastructure, administrative approvals, and corporate promotion. Nevertheless, this outcome directly reflects the determination of multinational corporations (MNCs) to invest in China.
Accelerating product time-to-market to enable doctors and patients to access high-quality products more quickly is also a key aspect of the localization value delivered by the China factories of multinational corporations (MNCs) in their Version 1.0 phase.Especially when domestic generics or similar products are already under development or on the market, localized production and shortened delivery cycles help enhance competitiveness.
Following the official commencement of operations at Boston Scientific’s manufacturing base in Lingang, Shanghai, products manufactured there are expected to accelerate their registration and market launch. By eliminating the need for overseas production, ocean freight shipping, and the preparation of localized instructions for use, this initiative will significantly shorten the time required for hospital procurement and adoption.
In 2024, Roche’s innovative influenza drug Xofluza (baloxavir marboxil) achieved localized production, significantly shortening its global supply chain cycle and better meeting the needs of Chinese patients during the peak influenza season.
To meet the growing demand for treatment of high-prevalence diseases in China, Takeda Pharmaceutical has made additional investments to transfer the production line of its key product, vonoprazan fumarate tablets, from Japan to its Tianjin facility. The project for full local manufacturing of the product is expected to be completed in 2026, which will significantly shorten delivery lead times and benefit Chinese patients more rapidly.
MNCs are actively establishing manufacturing facilities in China, which helps them more efficiently tap into the vast Chinese market and boost performance in the China region. Of course, this hinges on a key prerequisite: these factories must be able to effectively meet the clinical needs of Chinese doctors and patients by catering to the specific characteristics of the Chinese market.
On the other hand, with the advancement of policies such as centralized healthcare procurement, negotiations for inclusion in the National Reimbursement Drug List (NRDL), reforms in healthcare payment methods, and tender-based procurement, coupled with the rapid rise of innovative Chinese pharmaceuticals and medical devices, multinational corporations (MNCs) are facing increasingly complex market dynamics in China and urgently need to align more closely with the local market.
Therefore,As the industry enters Phase 2.0, multinational corporations (MNCs) are adopting increasingly diversified models for establishing manufacturing facilities in China, including acquisitions, joint ventures, and land purchases.
In advancing its localization strategy, Medtronic acquired Kanghui Medical and Kendi Medical Devices, establishing two major production bases in Changzhou based on these two companies.
In 2019, Accuray established a joint venture with a subsidiary of China Isotope & Radiation Corporation (CIRC), named CNNC Accuray, to manufacture radiotherapy equipment in Tianjin. In 2023, GE HealthCare and Sinopharm Medical Devices formed a joint venture in Shenzhen, thereby establishing a production base in the city. The localized manufacturing of the da Vinci Surgical System was also achieved through Intuitive Surgical’s joint venture with Fosun Pharma, known as Intuitive Fosun.
In April 2024, the Straumann Shanghai Minhang Factory was completed. As the 20th factory of the Straumann Group, it marks the company’s first overseas project involving land acquisition and construction, primarily dedicated to the industrialized production of high-end dental implants. In July, the Zeiss Suzhou R&D and Manufacturing Base, also a greenfield project built on purchased land, commenced operations, representing the Zeiss Group’s first self-built facility in China through land acquisition.
Diversified factory establishment models enable multinational corporations (MNCs) to more fully and flexibly leverage local production factors, further integrating into the industrial system by utilizing domestic resources.
From a product perspective, MNCs’ China manufacturing 2.0 can better “tailor” products to create China-specific versions that address particular market demands.
In terms of healthcare resource characteristics, China, like most countries worldwide, faces the challenge of resource scarcity. China has a vast and fragmented primary care market, while high-quality resources are concentrated in developed regions, making the supply-demand imbalance more pronounced. From the perspective of demographic structure and disease patterns, the aging process is accelerating, leading to a rise in age-related diseases and health issues. Therefore, there is an urgent demand in the Chinese market for products that balance inclusivity with personalized needs, as well as those that help healthcare professionals improve quality and efficiency.
At this year’s China International Import Expo (CIIE), GE Healthcare made the Chinese debut of its next-generation Versana Premier ultrasound system. This product was developed through innovation led by the China team in collaboration with global R&D resources, and is manufactured at GE Healthcare’s Wuxi base. Equipped with automated workflows, AI tools, the new Vision Boost imaging platform, and high-quality transducers, the system is characterized by its ease of use, learning, and diagnosis, making it particularly suitable for widespread application and quality control in county-level and primary healthcare institutions.
As a first-time exhibitor, WanYiTe showcased its next-generation continuous blood purification system, PrisMax, at this year’s China International Import Expo. This domestically produced blood purification system was customized to meet clinical needs in China and features high treatment completion rates, minimal interruptions, and rapid setup. While delivering personalized therapy for patients with acute kidney injury, it also streamlines healthcare workflows and enhances ICU operational efficiency.
From a market perspective, amid the advancement of various healthcare reform policies in China, the manufacturing facilities of multinational corporations (MNCs) in China have played a substantive “Version 2.0” role. This is particularly evident with the implementation of centralized volume-based procurement for pharmaceuticals and medical consumables, where self-owned factories can more flexibly meet the supply demands of winning bids.
Currently, national centralized procurement of drugs and medical consumables has become normalized, with various provincial alliance-based procurements being conducted frequently. Overall, while multinational corporations (MNCs) do not constitute the majority in terms of the number of participating enterprises, their key product lines are involved in these procurements. In certain niche segments, MNC products still hold a dominant market share; therefore, MNCs remain indispensable participants in the centralized procurement process.
According to incomplete statistics from VCBeat, products from companies such as Abbott, Eli Lilly, Medtronic, and Sanofi have been selected in national volume-based procurement programs for insulin, coronary stents, intraocular lenses, and sports medicine products.
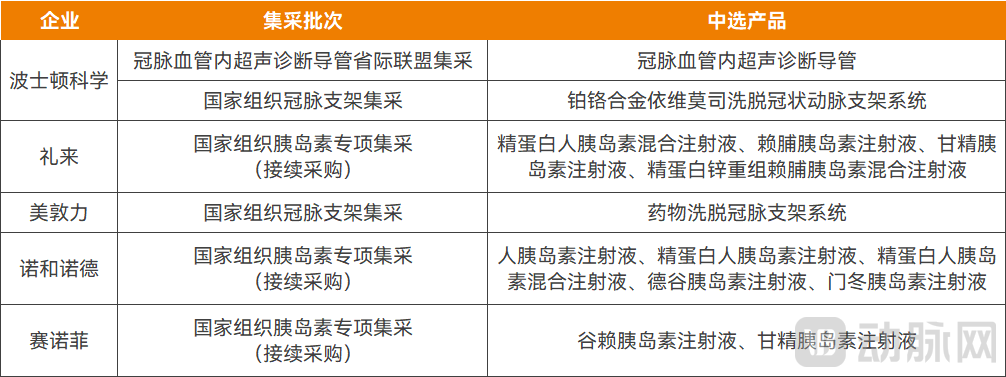 Winning Bid Status of Some MNCs in Recent Centralized Procurement, Source: Official Websites of Various Centralized Procurement Offices
Winning Bid Status of Some MNCs in Recent Centralized Procurement, Source: Official Websites of Various Centralized Procurement Offices
The essence of volume-based procurement (VBP) lies in exchanging volume for price. Possessing the production capacity required for VBP volume declarations and ensuring product supply after winning the bid are fundamental requirements for participation. In this context, the Chinese manufacturing facilities of multinational corporations (MNCs) play a crucial role in ensuring the timely, sufficient, and quality-compliant supply of VBP-winning products, as well as in cost control.
In 2024, Sanofi achieved fully localized filling and production of its insulin glargine U300 at its Beijing manufacturing site. Since the launch of the specialized centralized procurement program for insulin in 2021, the company has provided high-quality insulin products to over 3 million patients. Meanwhile, Sanofi’s Hangzhou plant is also capable of manufacturing products awarded in the centralized procurement bids.
Following the phased implementation of the sixth round of China’s National Centralized Drug Procurement (Insulin Special Program), Eli Lilly’s Suzhou manufacturing plant has become the “primary supply hub” supporting this procurement cycle. Since its establishment in 1996, the facility has gradually built a complete production line encompassing insulin formulation, filling, testing, and packaging, thereby laying the capacity foundation to ensure high-quality and stable supply for the national centralized procurement across China.
In January 2024, Boston Scientific won the bid in the inter-provincial centralized procurement for intravascular ultrasound (IVUS) diagnostic catheters. Upon the opening of its China-based factory, the company will initially manufacture consumables for IVUS products. Although Boston Scientific had previously achieved local production of IVUS products through the Marketing Authorization Holder (MAH) system, establishing its own manufacturing facility will, in the long term, better meet the demands of centralized procurement in terms of quality, production capacity, and cost efficiency.
As localization deepens, Chinese factories have assumed a pivotal role in the global strategies of most multinational corporations (MNCs), ushering in the “Version 3.0” value proposition: products manufactured in China not only meet domestic market demand but also supply global markets, while these factories maintain close synergy with upstream and downstream players in the local industrial chain.
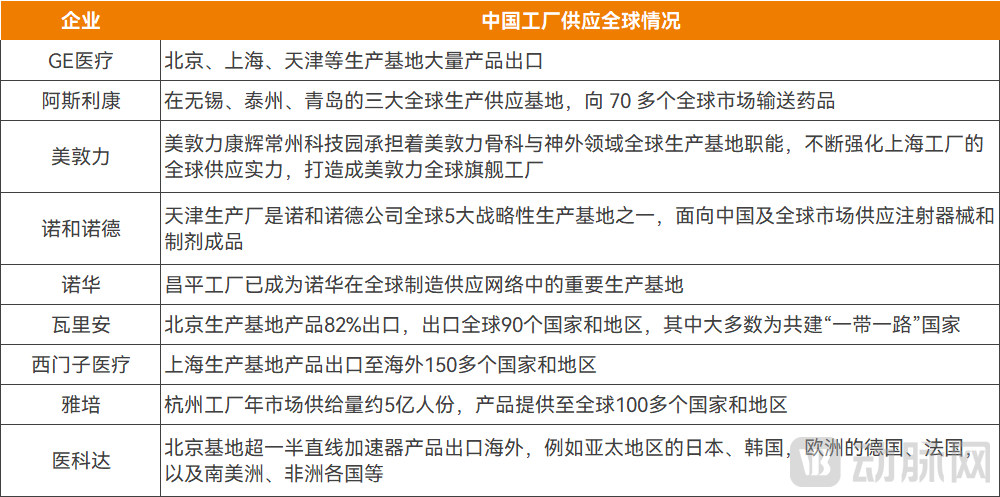 Global Supply from Selected MNC Factories in China, Source: Corporate Official Websites and WeChat Accounts
Global Supply from Selected MNC Factories in China, Source: Corporate Official Websites and WeChat Accounts
In terms of pharmaceuticals, AstraZeneca’s global production and supply network in China can deliver medicines to more than 70 markets worldwide; Novo Nordisk’s Tianjin manufacturing plant is one of the company’s five strategic production bases globally and its only worldwide production site for durable insulin injection devices, with products supplied to over 70 countries and regions.
In terms of medical devices, a significant volume of products from GE Healthcare’s manufacturing bases in Beijing, Shanghai, Tianjin, and other cities are exported. Siemens’ Shanghai factory has shipped over 40,000 units globally, with products exported to more than 150 countries and regions worldwide. Meanwhile, 82% of the products manufactured at Varian’s Beijing production base are exported, reaching 90 countries and regions around the globe.
In the past, China served as the world’s factory for labor-intensive industries; today, it has become the global hub for knowledge- and technology-intensive sectors such as pharmaceutical and medical device manufacturing. As China evolves into the world’s factory for multinational corporations (MNCs) in the pharmaceutical and medical device industries, both sides are engaging in a “mutual convergence.”
On the one hand, China’s upstream supply chain ecosystem for innovative drugs and medical devices is becoming increasingly robust, with enhanced manufacturing capabilities and a growing pool of mid-to-high-end talent. This is sufficient to support the global supply capacity of MNCs’ factories in China, and even enable continuous capacity expansion in response to global market growth. On the other hand, MNCs have introduced advanced manufacturing technologies and high-standard quality and management systems, fostering breakthroughs in high-end equipment manufacturing and key component technologies. These two dynamics have formed a virtuous cycle.
It is reported that, to date, Varian has engaged more than 50 local Chinese suppliers and continues to support the technological upgrading of outstanding domestic suppliers, thereby overcoming bottlenecks in the localization of core components for linear accelerators. Guided by Varian Medical Systems, a tungsten steel sheet supplier based in Beijing has evolved from a basic raw material provider into a high-end medical device supplier, and is now a world-leading manufacturer of dual-layer multileaf collimators.
GE Healthcare has sourced nearly RMB 10 billion locally, driving the development of four major industrial cluster chains in the Beijing-Tianjin-Hebei region, the Chengdu-Chongqing area, the Yangtze River Delta, and the Greater Bay Area, along with more than 1,000 upstream and downstream supplier partners in China. Specifically, GE Healthcare’s manufacturing bases in Beijing, Shanghai, Wuxi, Tianjin, and other cities have formed deep interactions with local industrial systems.
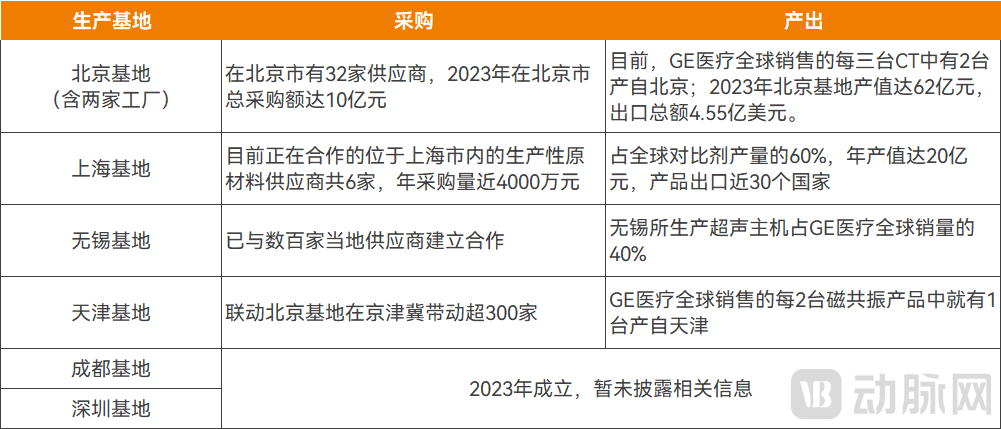 Integration of GE Healthcare’s Major Production Bases with Local Industrial Systems, Source: Public Reports
Integration of GE Healthcare’s Major Production Bases with Local Industrial Systems, Source: Public Reports
Notably, multinational corporations (MNCs) are continuously expanding their investment in manufacturing facilities in China to meet global market demand with greater production capacity.
VCBeat’s analysis reveals that since the beginning of 2024 alone, at least seven multinational corporations (MNCs) have announced either substantial additional investments in their Chinese manufacturing facilities or the completion and commencement of operations for new projects.
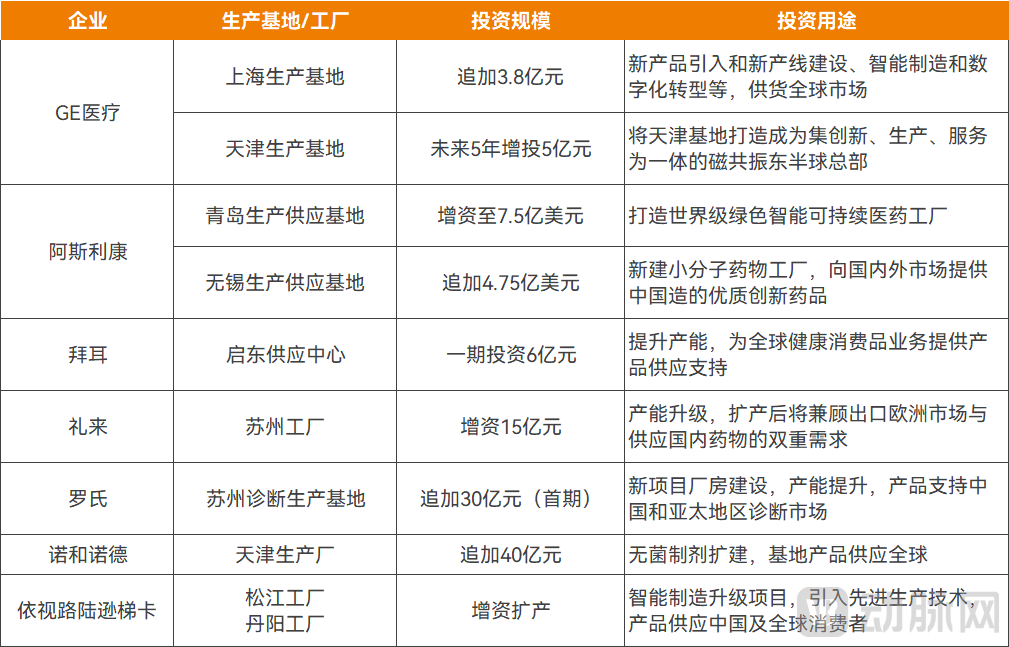 Capital Increase and Production Projects of Select MNCs in 2024, Source: Company Official Websites and WeChat Accounts
Capital Increase and Production Projects of Select MNCs in 2024, Source: Company Official Websites and WeChat Accounts
In 2024, Novo Nordisk announced an additional investment of approximately RMB 4 billion in Tianjin for the expansion of its sterile formulation facilities; this followed a 2023 investment of RMB 1.18 billion in Tianjin to expand its finished product workshop and introduce a production line for pre-filled injection pens.
In 2024, Eli Lilly invested RMB 1.5 billion to upgrade its Suzhou plant. With this additional investment, the company’s cumulative planned investment in Suzhou has approached RMB 15 billion.
Meanwhile, a new wave of factories incorporating cutting-edge technological products has also begun construction or commenced production.
In July 2024, Novartis China’s radiopharmaceutical production project commenced construction in Haiyan County, Zhejiang Province. This marks Novartis’ first radioligand therapy manufacturing base in China, which will utilize the isotope lutetium-177 to produce the world’s first innovative drug for the treatment of advanced prostate cancer.
Radioligand therapy requires precise manufacturing technologies to ensure that drugs reach patients within hours after production is completed. Once established, this facility will enable the timely, large-scale supply of drugs required for precision oncology treatments to patients in China. Furthermore, radioligand therapy demands a robust industrial chain, spanning from the preparation of radioisotope active pharmaceutical ingredients (APIs) to final clinical application. The Yanxian Nuclear Technology Application (Isotope) Industrial Park, where the facility is located, will build an isotope industry cluster, thereby providing supply chain assurance for drug production.
At the 7th China International Import Expo (CIIE), BD announced that the PosiFlush pre-filled syringe catheter flusher would be manufactured in Yixing, Jiangsu Province, with the introduction of a world-class fully automated production line at the facility. Meanwhile, Menarini signed on-site contracts with its first batch of local customers, including Westlake University, and announced plans to accelerate the local manufacturing of its global debut product, the MiSeq i100.
The continuous increase in investment amounts, along with the construction of new or expanded production lines, vividly demonstrates MNCs’ confidence in investing in China and in products made in China. Deep integration into China’s industrial system, particularly by working hand in hand with upstream and downstream partners in the locations where their factories are situated, represents a major win-win outcome for MNCs investing in China.
An Overview of the Localization Landscape of MNC Products: Large-scale equipment has already achieved a high degree of localized production, while other pharmaceutical and medical device products with growing clinical demand are continuously expanding their local production rates. However, the level of local production remains low for certain categories, such as precision-manufactured ophthalmic products, including intraocular lenses, which hold a significant market share in China.
As the annual showcase event for multinational corporations (MNCs) draws to a close, the giants’ acceleration of local production continues. Looking ahead, how can China, as the global manufacturing hub for pharmaceutical and medical device MNCs, attract more global leaders from niche sectors to establish their presence? This remains a point of anticipation.
Note: The three major stages summarized in this article are not defined solely by a chronological timeline, nor do they simply categorize companies; rather, they are elucidated based on the depth of integration between multinational corporations (MNCs) and local market factors.