Raitailai Pharma Files IPO Prospectus Highlighting Its CRO+CDMO+MAH Integrated Platform for Advanced Complex Drug Delivery Systems
High-End Complex FormulationsAs the name suggests, high-end complex formulations are more sophisticated and advanced drug delivery systems compared to conventional formulations, characterized by their "high-tech, precision, and cutting-edge" nature. They primarily include liposomes, microspheres, microcrystals/nanocrystals, and micelles. Due to their high technical barriers and added value, they have become a focal point in formulation development both domestically and internationally.
As centralized drug procurement becomes increasingly routine in China, the pharmaceutical industry is entering a second phase characterized by high-end upgrading and differentiation-driven breakthroughs. In this context, innovative drug development entails substantial investment and high risks, while also facing homogeneous competition around certain targets. Consequently, high-end complex formulations have emerged as a cost-effective pathway for companies to achieve differentiated growth, with the revenue generated from these products rivaling that of new molecular entities.
Currently, Europe and the United States remain the largest regions in the high-end complex formulation industry. However, with the rising incidence of chronic diseases and an increasingly aging population, the Asian market is poised to become the fastest-growing segment in the high-end complex formulation market. In China, an analysis of clinical and marketing approval applications for high-end complex formulations accepted by the Center for Drug Evaluation (CDE) reveals an overall upward trend in application volume since 2000. Notably, there has been a significant increase since 2013, with record highs reached in 2020 and 2021, reflecting that the development of high-end complex formulations in China has entered a new stage of growth.
Fujian Reallion Pharmaceutical Technology Co., Ltd. (hereinafter referred to as “Reallion Pharma”) has gradually developed to its current stature amid this upward trend. Established in July 2019, the company focuses on the research and development of high-end complex formulations, specializing in drug development within the fields of high-quality generics, first-to-market generics, and advanced drug delivery systems. It has established technical platforms for pellet-containing capsules, enteric-coated formulations, sustained- and controlled-release formulations, and orally disintegrating films.
Overcoming Technical Barriers One by One
Since 2016, China has begun to conceptually advance the consistency evaluation of generic drugs, with gradual implementation starting in 2017 and the successive issuance of relevant guidelines and products. In June 2017, China joined the ICH (International Council for Harmonisation of Technical Requirements for Pharmaceuticals for Human Use), marking a significant step forward in the country’s drug regulatory landscape. Furthermore, national medical insurance negotiations and centralized procurement policies have gradually taken shape since 2017, driving the transformation of the domestic pharmaceutical industry.
During this period, many leading pharmaceutical companies have adopted a hybrid model combining generic and innovative drug development, leveraging generics as a foundation to transition toward innovation. Influenced by domestic and international policy environments and market demand, the need for complex formulations and innovative drug delivery systems has been steadily increasing.
Ge Zhimin, General Manager of Fujian Reallion Pharmaceutical Technology Co., Ltd., stated:“By 2019, the number of high-end complex formulations, such as sustained-release and controlled-release preparations, that had truly passed the consistency evaluation and played a significant role in centralized volume-based procurement remained few.” Meanwhile, a large number of complex formulations have already been marketed globally, with many more areas yet to be explored. Against this backdrop, Fujian Reallion Pharmaceutical Technology Co., Ltd. was established with the aim of developing differentiated products, striving to secure a foothold in future market competition and provide more valuable products for domestic pharmaceutical companies.
Since its establishment in 2019, Fujian Reallion Pharmaceutical Technology Co., Ltd. has been exploring the field of improved new drugs and has chosen to focus on the chip-embedded packaging sector, while also facing technical barriers and challenges.
Initially, the early development of complex formulations in China was constrained by a scarcity of talent and technology. Prior to 2015, relatively few enterprises and professionals were engaged in research within this field. The return of a large number of overseas-educated experts introduced new concepts and technologies, thereby significantly alleviating the talent shortage.
Furthermore, specialized formulations require specialized equipment; for instance, controlled-release tablets necessitate laser drilling equipment. At that time, domestically produced general-purpose equipment struggled to meet these requirements, and high-end equipment relied primarily on imports. Taking coating tablet presses as an example, no domestic enterprise was capable of manufacturing high-speed coating tablet presses, necessitating reliance on imported brands. This situation has only begun to ease in recent years.
From the perspective of technical barriers, the research and development (R&D) of high-end complex formulations relies not only on advanced equipment but also heavily on comprehensive R&D experience. Fujian Reallion Pharmaceutical Technology Co., Ltd. is no exception; its first product, Clopidogrel and Aspirin Tablets, demonstrated the high demands that complex formulations place on a company’s overall capabilities.
What distinguishes this formulation is its bilayer structure, comprising a tablet core and an outer shell. The shell layer contains clopidogrel, while the tablet core consists of enteric-coated aspirin tablets. The manufacturing process is highly complex, requiring the initial production of the tablet core, followed by compression with the outer shell. This process imposes stringent requirements on equipment and necessitates ensuring that issues such as fragmentation, delamination, or unacceptable centering do not occur during the coating and compression stages. Furthermore, it demands considerable experience and technical expertise from personnel, as precise control over the product’s release profile is essential; for instance, the enteric-coated tablets must remain stable in the gastric environment and only release their active ingredient upon reaching the intestines.
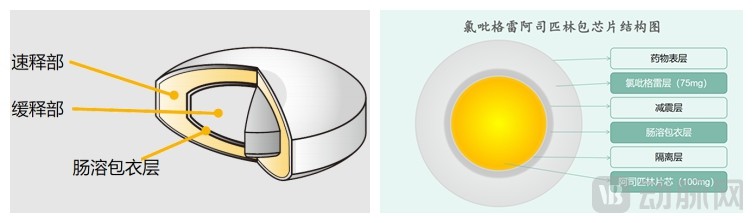
Schematic Diagram of Chip Package Structure

(Clopidogrel and Aspirin Tablets)
Meanwhile, an isolation layer must be incorporated between the tablet core and the coating to prevent chemical reactions between the two substances. Furthermore, a specialized imaging system is required for quality inspection to ensure comparable hardness and density of the product. While these complex formulations may exhibit satisfactory quality during the early stages of development, quality issues such as excessive impurities may only emerge after a period of storage. This necessitates that R&D personnel possess profound professional expertise and extensive experience to enable rapid adjustments to the formulation and manufacturing process when issues arise.
Moreover, high-end complex formulations impose stringent requirements on raw materials and excipients. Many domestically produced raw materials and excipients, particularly the latter, can directly impact the performance of formulation products. Therefore, Fujian Reallion Pharmaceutical Technology Co., Ltd. initially relied heavily on imported raw materials and excipients. However, lead time issues associated with imported materials have directly affected the R&D and production schedules of domestic enterprises. In recent years, although Chinese companies have begun to explore the use of domestically sourced raw materials and excipients, they continue to face numerous challenges due to quality discrepancies.
Differences in excipients directly lead to differences in products. For instance, in the field of semi-solid formulations, such as patches, ointments, and gels, some companies have had their products rejected by the Center for Drug Evaluation (CDE) because the active pharmaceutical ingredients (APIs) and excipients used differed from those in the reference listed drug (RLD). This requires that generic drugs not only achieve consistency with the RLD in terms of Q1 (physicochemical properties of the API) and Q2 (formulation and manufacturing process) during development, but also ensure consistency in Q3 (impurities or quality standards). However, for complex formulations, it is difficult to achieve complete consistency unless the exact same excipients as those used in the RLD are obtained, since specific parameters such as molecular weight and degree of polymerization of certain excipients used in the RLD are often unknown.
Therefore, during the formulation development process, Fujian Reallion Pharmaceutical Technology Co., Ltd. typically employs reverse engineering techniques. By purchasing the originator’s finished product and utilizing various analytical methods to characterize its active pharmaceutical ingredients (APIs) and excipients, the company obtains information on the crystal form and particle size of the API, as well as the physical state of the excipients, and estimates their approximate content ranges.
Six Major Technology Platforms Targeting Unmet Clinical Needs
Reallion Pharmaceutical obtained the Marketing Authorization Holder (MAH) certificate in 2022, establishing a one-stop service platform integrating CRO, CDMO, and MAH capabilities. Guided by market demand, the company has built six major technology platforms focusing on cardiovascular, neuropsychiatric, and antiviral therapeutic areas, covering pellets, semi-solids, sustained- and controlled-release formulations, orally disintegrating films, poorly soluble drugs, and inorganic drugs.
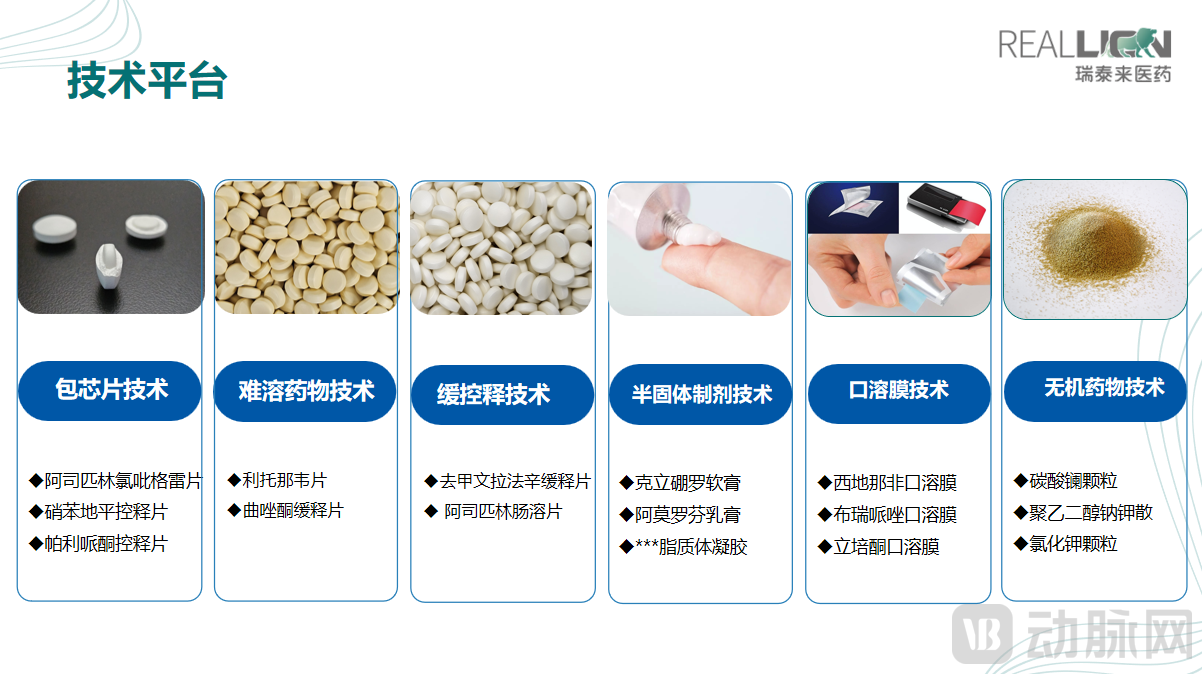 Reallion Pharmaceutical Technology Platform and Representative Products
Reallion Pharmaceutical Technology Platform and Representative Products
In addition to chip-in-package technology serving as a key platform for complex formulations, the company also possesses a formulation platform dedicated to poorly soluble drugs. This platform leverages specialized technologies to modify the solubility of such drugs based on their specific characteristics. For instance, in 2023, Fujian Reallion Pharmaceutical Technology Co., Ltd. assisted Fujian Guangshengtang Pharmaceutical Co., Ltd. in developing a Class 1.1 innovative drug, in which ritonavir tablets were manufactured using hot-melt extrusion (HME) technology. This technique converts poorly soluble drugs into solid dispersions in an amorphous state, thereby significantly enhancing their solubility. Over the past decade, HME technology has been widely applied in the market launch of various new chemical entities, particularly oncology drugs, as increasing molecular complexity often leads to reduced solubility. Since drugs that are insoluble in water cannot be absorbed, improving solubility is critical.
Hot-melt extrusion technology transforms active ingredients and excipients into a molten state under heated conditions, followed by cooling and solidification. This process ensures thorough mixing of the active pharmaceutical ingredient (API) with excipients to form an amorphous state, thereby altering the drug’s physical properties. This technology is not only applied in innovative drugs but also plays a significant role in the improvement of generic drugs.
Oral dissolving film technology represents another solution for addressing the challenges of poorly soluble drugs. This technology involves mixing crystalline active pharmaceutical ingredients (APIs) with corresponding excipients, heating the mixture to a dissolved state, and then cooling it or removing the solvent to form a film in which the drug and excipients are uniformly dispersed. However, influenced by national drug review and approval policies, competition in the oral dissolving film market has become increasingly intense, with only a few products gaining approval. Despite this, Fujian Reallion Pharmaceutical Technology Co., Ltd. (Reallion) has maintained a pipeline of oral dissolving film products in therapeutic areas such as psychiatry and geriatric diseases.
In the field of sustained- and controlled-release technologies, Reallion has mastered the preparation techniques for sustained- and controlled-release formulations based on its coated pellet and poorly soluble drug technology platforms. The desvenlafaxine succinate extended-release tablets developed by the company received clinical trial approval in 2023, and one invention patent for the pharmaceutical formulation of this product has been granted.
In addition, Reallion is also focusing on the semi-solid dosage form sector, including ointments and patches. Affected by centralized procurement policies, competition in the oral solid and injectable markets has become increasingly fierce, while market opportunities for semi-solid dosage forms are relatively more abundant. However, this field also faces challenges such as restrictions on active pharmaceutical ingredients (APIs) and excipients, resulting in a limited number of truly competitive products.
In terms of its indication layout strategy, Reallion Pharmaceutical evaluates potential projects based on three criteria: clinical superiority, market size, and technical barriers, requiring candidates to meet at least two of these. From the perspective of disease prevalence, although the chronic disease sector (such as hyperglycemia, hyperlipidemia, hypertension, and hyperuricemia) is highly competitive, products with large market sizes, clear clinical needs, and high technical barriers still hold significant advantages. The mental health market is also viewed favorably, particularly given the continuous inclusion of psychiatric drugs in centralized volume-based procurement, which underscores the substantial potential of this field.
Beyond chronic and mental disorders, the fields of anti-infective and respiratory diseases—particularly antiviral and anti-infective therapies—often necessitate combination regimens. Ge Zhimin explained that combination therapy can enhance therapeutic efficacy, while complex formulations, such as chip-in-tablet or fixed-dose combination products, can effectively address adherence challenges associated with polypharmacy. For instance, physical separation can prevent chemical interactions between drugs, or multiple agents can be integrated into a single formulation to reduce dosing frequency and improve patient adherence.
Ge Zhimin also shared specific application cases of complex formulations in improving patient adherence, such as pulsatile drug-delivery chip-in-tablets for hypertensive patients, which can release drugs at specific times according to the human physiological cycle, effectively controlling blood pressure fluctuations. Similar designs are also applicable to psychiatric disorders, optimizing patients’ emotional management through precise timed and dosed drug release.
He emphasized that Fujian Reallion Pharmaceutical Technology Co., Ltd. leverages its proprietary technologies, such as chip-embedded packaging, to achieve precise drug delivery and meet patients’ therapeutic needs at different time intervals. This not only improves patient adherence but also maximizes drug efficacy. Overall, “while high-end complex formulations have limited application in the generic drug sector, they hold unlimited market potential in the realm of improved formulations.”
Advancing High-End Complex Formulations
As of 2024, the field of high-end complex formulations remains an arena for a select few high-caliber players. Compared to certain innovative drug sectors, such as antibody-drug conjugates (ADCs), competition in this area has not yet reached a fever pitch. Nevertheless, existing data indicate that the number of enterprises engaged in the research and development of complex formulations is growing rapidly.
In the face of an increasingly competitive landscape, Ge Zhimin believes that for Reallion to achieve differentiated competition, it must continue to deepen its expertise in areas such as equipment, talent, experience, and the selection of raw materials and excipients. He emphasizes that since its establishment, Reallion has accumulated a wealth of experience from failures, which holds reference value for other companies as well. This is because, under different production environments and conditions of raw materials and excipients, the processes and standards developed for each project may vary; therefore, every company needs to explore anew and thereby accumulate relevant experience.
Ge Zhimin emphasized, “The pharmaceutical industry is a sunrise sector globally, in both developed and developing countries, and China is currently in the process of transitioning from a major pharmaceutical country to a powerful pharmaceutical nation.” Citing Fujian Reallion Pharmaceutical Technology Co., Ltd. as an example, he further pointed out that for enterprises to achieve sustainable development, they must build a robust product portfolio. This includes having high-margin star products as well as low-margin cash cow products that generate stable cash flow.
In terms of specific implementation, Reallion Pharmaceutical adopts a two-pronged strategy: one prong focuses on asset-light operations, whereby it holds drug manufacturing licenses and develops proprietary products, outsourcing production and filing for approval as the Marketing Authorization Holder (MAH); the other prong aims to enhance cash flow by collaborating with other domestic enterprises to provide customized services. Regarding product strategy, Reallion Pharmaceutical develops new high-end complex formulations annually, while also pursuing products with well-established efficacy and simple formulation processes but substantial market potential.
In the future, Fujian Reallion Pharmaceutical Technology Co., Ltd. will continue to select its R&D focus areas based on factors such as clinical superiority, market capacity, and technical barriers.