74 Chinese Challengers Rise to Tackle High-End Biomedical Materials Bottleneck in Medical Devices

AMT Medical Inc.
3D-Printed Vascular Stent Technology Developer

Vickor
Structural Heart Disease Minimally Invasive Intervention Product Developer
"Give me a lever long enough and a fulcrum on which to place it, and I shall move the world."
In fact, apart from a fulcrum, Archimedes would also need a stick that is long enough and strong enough. However, the difficulty in producing such a stick far exceeds that of finding a fulcrum. The greatest challenge lies in the material. A rope woven from cotton or hemp would break after several hundred meters; a rod forged from cast iron would struggle to support a length of several kilometers; even using an alloy cannot guarantee it won't break after tens of thousands of meters.
It can be said that materials are an important symbol of human civilization's progress and an essential element for the development of science and technology. In the medical field, one of the significant milestones in the healthcare industry's development has been the breakthroughs in biomedical materials. From medical cotton, medical metals to medical polymer materials, every breakthrough in biomedical materials has brought about major industry transformations, giving rise to new medical devices and also rejuvenating traditional ones.
It is reported that biomedical materials have become the foundation of the medical device industry, with their products accounting for about 40% of the medical device market. Data released by global market research firm MarketsAndMarkets shows that the global biomaterials market size was $105.18 billion in 2019 and is expected to grow to $206.64 billion by 2024.
Currently, China has taken the initiative in the mid-to-low-end biomedical materials market. For instance, polyolefins, as the most widely used type of medical plastic, are often utilized in fields such as medical catheters, infusion containers, packaging materials, and syringes. In the polyolefin materials market, domestic companies dominate. Among them, the medical polyolefins developed and produced by Lanzhou Petrochemical have achieved a 70% market share in China’s infusion bottles and stand-up pouches.
However, China is highly dependent on imports in the high-end market, which puts it in a very passive position, with the risk of being "strangled." For example, polyetheretherketone (PEEK) is a high-end medical implant material that has been widely used in plastic surgery, orthopedics, cardiovascular, and other fields. As of now, PEEK materials have been in China for nearly 20 years, but the implant-grade PEEK materials that domestic device companies have long relied on are still all imported.
Globally, the biomedical materials market is highly monopolized by developed countries.Johnson & Johnson, Medtronic, Zimmer Biomet, Stryker, B. Braun, Cook, and other top 30 companies in market share account for over 70% of the global biomedicine materials market.
In response to this situation, the Ministry of Industry and Information Technology and the National Medical Products Administration jointly launched the "biomedical materials innovation task" initiative, supporting the research, development, and application of biomedical materials from multiple dimensions including policy, financing, and commercialization.
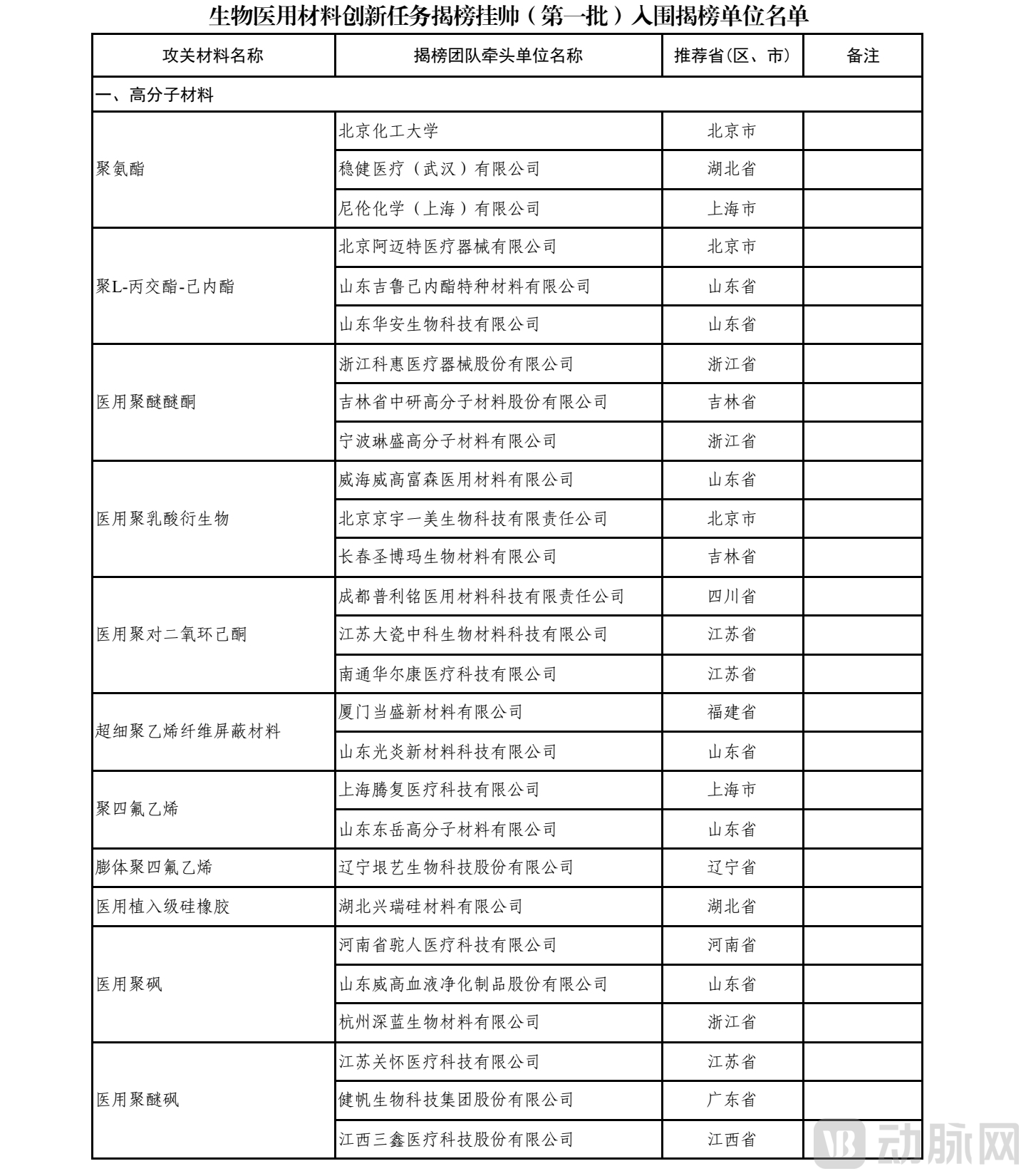
Recently, the "List of Units Selected for the First Batch of Biomedical Materials Innovation Task (First Round)" was announced, featuring the selected units.There are national team players such as Sinopec, CNPC, Northwest Nonferrous Metals Research Institute, Guiyan Platinum, and GRINM; universities and hospitals like Beijing University of Chemical Technology, University of Science and Technology Beijing, South China University of Technology, Peking University School of Stomatology, Beijing Jishuitan Hospital, and Affiliated Hospital of Youjiang Medical University for Nationalities; as well as innovative companies including Dobo Medical, Chunli Medical, Vickor, AMT Medical Inc., and BOYA MATERIALS.,A total of 74 units。
(Length limit, not fully displayed)
It is reported that these listed units have strong innovation capabilities and willFocusChina is currently still in a backward position inThree Major DirectionsMaterials.
Among them,Medical polymer materials are the primary direction.Including polyurethane, medical-grade polyetheretherketone (PEEK), medical-grade high molecular weight poly-L-lactide-caprolactone (PLCL), ultra-high molecular weight polyethylene, etc. These polymer materials are mainly used to produce medical devices such as artificial blood vessels, covered stents, artificial joints, interbody fusion cages, absorbable sutures, balloon catheters, hemodialyzers, and extracorporeal membrane oxygenation machines.
PLCL is a polymer material with excellent biodegradability and biocompatibility, which plays an important role in applications such as cardiovascular stents, artificial joints, interbody fusion devices, heart valves, medical aesthetics, wound repair, patches, and nerve repair. However, currently, the medical-grade high molecular weight PLCL in China mainly relies on imports.
Medical metal materials are the second major focus of research and development., including metal materials such as titanium, nickel, platinum, and magnesium, like ultra-thin titanium, ultra-fine titanium wire, and nickel-titanium alloy tubing. In applications, medical device products such as pacemakers, heart valves, neurostimulators, neurovascular guidewires, vascular stents, artificial joints, and orthopedic implants all require the use of medical metal materials.
For example, biodegradable magnesium alloys, as an emerging metallic material with excellent biocompatibility, strong degradability, light weight, high strength, and good plasticity, are currently a hot topic in the application of medical devices such as cardiovascular stents and orthopedic implants.
Inorganic Non-metallic MaterialsIs the third major research direction, including biphasic calcium phosphate (BCP) ceramics, dental microcrystalline glass, zirconia composite alumina, bioglass for regenerative repair and other materials. Data shows that inorganic non-metallic materials are mainly used in the production of medical devices such as biomimetic composite bone scaffolds, dentures, bone defect filling and repair materials. For example, BCP ceramics are widely used in areas like dental implants, bone scaffold materials, and drug release carriers.
Biomaterials are an indispensable element in the production of medical devices.Based on the special application scenarios of medical devices, the materials used for producing medical devices have higher and stricter requirements compared to materials for other purposes.
For example, polyetheretherketone (PEEK) possesses excellent physical and chemical properties such as resistance to chemical corrosion, radiation resistance, high-temperature resistance, and high mechanical strength. Initially applied in the aerospace and defense fields, it quickly gained favor in the medical industry.
However, traditional PEEK materials used in aviation or defense cannot be directly utilized for manufacturing medical devices because the synthesized PEEK raw materials contain many toxic additives and various by-products, which are highly toxic to the human body. Therefore, companies need to purify the PEEK raw materials by removing residual impurities before they can be made into medical-grade PEEK materials for the production of medical devices.
PEEK material boasts excellent performance and can also be used to produce implantable medical devices such as heart valves and artificial joints. However, this requires upgrading medical-grade PEEK material to implant-grade PEEK material. In addition to meeting all the standards of medical-grade material, implant-grade PEEK material must also meet stricter biocompatibility requirements, such as systemic toxicity, genotoxicity, carcinogenicity, hemocompatibility, and implantation reactions.
Similar to medical-grade PEEK material, other biomedical materials also have extremely high technical barriers and require significant capital investment. However, in the downstream of biomedical materials, due to the wide variety of medical devices, the usage volume of each product is relatively small, resulting in a smaller market size for each biomedical material segment.
More importantly, when a material is used to produce different medical devices, it needs to be specially customized according to different performance requirements. This makes relevant enterprises require high technical expertise, and the technical barriers between different materials are also very significant.
It can be seen that the biomedical materials industry has high barriers and many pain points. However, innovative companies and research institutions in China still hope to break through the bottleneck technologies and develop high-end biomedical materials produced in China.
For example, AMT Medical Inc. has collaborated with Fudan University, Zhongshan Hospital, Anzhen Hospital, the National Institutes for Food and Drug Control, and BOYA MATERIALS to develop medical-grade high molecular weight poly-L-lactide-caprolactone (PLCL) and successfully applied for the "Biomedical Materials Challenge Project".
At the same time, Vickor, an innovative enterprise in the cardiovascular and cerebrovascular field, is also developing nickel-titanium alloy thin-walled tubing. This high-end innovative material exhibits excellent biocompatibility and mechanical properties, along with superelasticity and shape memory characteristics, making it suitable for manufacturing medical devices such as vascular stents, interventional catheters, endoscopes, and bone reamers. Additionally, BOYA MATERIALS, a leading domestic developer of core oral care materials, is working on ultra-fine titanium wire (essentially a nanocrystalline pure titanium) for the production of small-diameter dental implants.
Not only the innovative companies mentioned above, but also Sinopec, CNPC, non-ferrous metal enterprises, and others are laying out in the field of high-end biomedical materials. Among them, a subsidiary of Sinopec has taken on projects for medical polymers such as ultra-high molecular weight polyethylene, polyglycolic acid, and cyclic olefin copolymers; the Northwest Institute for Non-ferrous Metal Research has taken on projects for medical metallic materials like ultra-fine titanium wire, cobalt-chromium alloy tubes/rods/wires, and nickel-titanium alloy tubes; South China University of Technology and Shanghai Pulmonary Hospital have respectively taken on projects for inorganic non-metallic materials such as bioactive glass for regenerative repair and iron oxide nanoparticles.
At present, these enterprises are accelerating the research and development of biomedical materials. However, this is not easy.
How difficult is the research and development of biomedical materials? Some companies don't know where to start due to a lack of specialized experimental equipment, some are stalled by insufficient funding, while others cannot develop materials that meet standards because they lack core technology and top talent…
Specialized equipment, funding, technology, talent, qualifications, and other multiple factors are all challenges in the field of biomaterials for medical use, which require relevant companies to overcome one by one.
First, specialized equipment is the primary challenge in the research and development of high-end biomedical materials. Sun Ming, R&D manager of Vickor Medical, stated: "The R&D of biomedical materials requires dedicated experimental environments and equipment, such as GMP cleanrooms, cell culture rooms, sterile testing rooms, biosafety cabinets, molecular biology instruments, vacuum melting furnaces, and electrochemical surface treatment equipment. The procurement and maintenance of these devices and facilities require significant financial and personnel investment. Moreover, many of these devices are non-standard and need to be custom-made according to the product's characteristics, increasing the difficulty for companies to acquire them."
For example, polymethylpentene (PMP) has good oxygen flux and nitrogen-oxygen selectivity, low extractables, and biocompatibility, making it one of the key materials for the "life-saving device" ECMO. In production, the synthesis of polymethylpentene (PMP) is similar to traditional polyolefins and can be obtained through coordination polymerization catalyzed by Ziegler-Natta catalysts. However, research on PMP in China is still relatively limited, mainly because the country lacks industrial facilities related to PMP, which restricts the research, development, and innovation of this material.
Secondly, funding issues are also one of the challenges that relevant companies must address. An industry insider stated: "Every step from laboratory research to industrial production in the development and manufacturing of biomaterials requires multiple experiments and improvements, which inevitably consumes a significant amount of capital. Additionally, some experimental raw materials are extremely expensive, and the procurement, storage, and processing of related materials all require substantial financial investment."
The biomedical materials industry, due to its characteristic of being a "large industry with small sectors," has had lower appeal to social capital in the past. Fortunately, at present, under the influence of various favorable factors such as policy support, technological breakthroughs, and the expansion of application scenarios,An increasing number of investors are beginning to focus on the upstream sector, particularly the biomedical materials industry., and seek out high-quality projects from it, providing substantial financial support to promote the development of China's biomedical materials industry.Innovative material companies such as Meibai Bio, Qingyun New Materials, Eyebright, and Baiyin Bio all secured new rounds of financing in 2023.。
Third, core technology is the biggest challenge in the biomedical materials industry. For instance, the nickel-titanium alloy innovatively developed by Vickor is a metallic material with shape memory effects. Its preparation and processing techniques are highly complex, requiring precise control of composition, heat treatment, and drawing processes to ensure its excellent performance. However, most companies in China lack sufficient technical accumulation in the preparation and processing of nickel-titanium alloys, making it difficult for domestically produced nickel-titanium alloys to match the quality and performance of similar products from abroad.
Tantalum powder has broad prospects in medical 3D printing, but tantalum, as a difficult-to-process metal material with a very high melting point, is challenging to process. The processes of removing impurities and purifying tantalum, preparing ingots, hot working and forming, and alloying all have extremely high technical requirements. Without long-term technical accumulation, it is difficult to develop high-level products. At the same time, different customers have varying demands for tantalum's physical properties, chemical impurities, and microstructure, requiring relevant companies to engage in innovative research and development of metallurgical and manufacturing technologies.
The preparation of nano-crystalline pure titanium also presents significant challenges, and other companies in related fields are still unable to produce high-strength pure titanium rods. Cheng Baozhong, co-founder of BOYA MATERIALS, stated: "Compared with other metals, pure titanium has a hexagonal close-packed crystal structure with insufficient slip systems, resulting in extremely high deformation resistance and a tendency to crack during large plastic deformation processing. Multiple stages of large plastic deformation are required during the nanocrystallization process. Additionally, issues such as long rod dimensions, deformation dead zones, and abnormal grain growth need to be addressed one by one."
Like metal materials, polymer materials also present significant technical challenges. For instance, poly-L-lactide-caprolactone (PLCL)For example, AMT Medical Inc. stated: "Achieving high molecular weight PLCL poses significant technical challenges, requiring control over various aspects such as monomers and reactors. In addition to research and development, the scaled production of innovative materials also presents considerable technical difficulties."
In addition to the above challenges, biomedical materials also face issues such as talent scarcity, high qualification requirements, and supply chain difficulties. In terms of talent, as a technology-driven industry, the rapid development of biomedical materials relies heavily on a large number of skilled workers. Especially during the critical phase of advancing towards high-end applications, there is an urgent need for many senior researchers and highly skilled technicians. However, at present, advanced talents are still scarce in China.
In terms of qualifications, the state strictly controls non-ferrous metals and chemical raw materials, requiring relevant enterprises to obtain specific qualifications in order to process and produce. In terms of the supply chain, most of the primary raw materials required for some innovative materials come from overseas. For instance, over 90% of the tantalum-niobium ore, the primary raw material for the tantalum-niobium industry, comes from overseas. Without a stable and reliable supply channel for raw materials, the production and operation of relevant enterprises will be significantly affected.
Overall, biomedicinal materials face challenges such as high technical difficulty, high entry barriers, substantial capital investment, and difficulties in the research and development or procurement of specialized equipment. Companies must address all these issues to develop innovative materials that meet market demands.
Although the biomedical materials industry is highly technically challenging and has a high entry barrier, innovative companies in China have not given up. Instead, they are meeting the challenge head-on by intensifying their research and development efforts.
As of now, a group of leading innovative companies have found corresponding solutions for various challenges and designed innovative medical devices for practical application based on advanced materials.
Among them, BOYA MATERIALS started collaborating with the Department of Materials Science at Fudan University seven years ago to localize the production of PLCL material in China. It has now made breakthroughs in multiple key technologies. For example, it uses a new monomer pretreatment technology to increase the purity of each monomer to 99.5%, meeting the process requirements for medical-grade high molecular weight PLCL copolymer synthesis. Additionally, it has overcome new technologies for large-scale PLCL synthesis and is currently developing five series of PLCL copolymers with different compositional ratios to meet various clinical needs.
Currently, the PLCL95/5 polymer jointly developed by AMT Medical Inc. and the School of Materials Science at Fudan University has completed small-scale trials and has been characterized. Due to its higher molecular weight and better toughness, the PLCL95/5 polymer can be used to produce products with higher requirements for mechanical properties and degradation cycles, such as novel biodegradable coronary stents.
It is worth mentioning that AMT Medical Inc. has collaborated with Professor Yujie Zhou from Beijing Anzhen Hospital and Director Wei Liu from Jishuitan Hospital to initiate research on a new generation of absorbable PLCL coronary stents.
Another company that has achieved a technological breakthrough is Vickor, whose innovative R&D of nickel-titanium alloy thin-walled tubing meets and exceeds international standards for medical-grade nickel-titanium alloy materials. Its biocompatibility will also fully comply with the GB16886 series of standards for "Biological Evaluation of Medical Devices."
Currently, Vickor plans to use surface treatment technology to make the modified materials superior to existing commercially available materials. Vickor also plans to improve the processing technology of existing thin-walled nickel-titanium alloy tubes to ensure that stents made from these tubes can pass a fatigue test of 400 million cycles without structural damage.
In addition, BOYA MATERIALS comprehensively addressed the issues in the processing of nano-crystalline pure titanium by employing various methods such as mold design, optimization of process parameters, selection of mold materials, and preferred lubricants. Currently, the BOYA MATERIALS research and development team has achieved small-scale preparation of nano-crystalline pure titanium, with a strength close to that of the Ti-15Zr alloy used in internationally advanced small-diameter dental implants.
BOYA MATERIALS stated: "Compared with dental implant products both in and outside China, the small-diameter dental implant developed by the company reduces the diameter from the conventional 4.4mm to less than 3.3mm, allowing patients to avoid bone augmentation surgery and minimize implantation trauma. At the same time, the application of high-performance nanocrystalline pure titanium will significantly enhance the structural strength and fatigue life of the implant, preventing serious clinical accidents such as implant fractures. Additionally, the combination of a nanocrystalline high-activity surface and a unique sandblasting and acid-etching process will greatly improve osseointegration, ensuring the initial and long-term stability of the implant."
Overall, with the strong support of national policies, domestic companies strengthening R&D, and continuous breakthroughs in core technologies, China's biomedical materials industry is transitioning from low-end to high-end and gradually achieving the domestic production of high-end biomedical materials.