Shanghai Hehe (Beijing) Technology Secures Hundreds of Millions in Series B Funding to Advance Machine Vision Solutions for Ophthalmic and Medical Device Manufacturing

Sigma Squares
Intelligent Vision Equipment and Software Developer, Provider of Comprehensive Enterprise-level Vision Solutions

Sigma Squares is a company targeting the global market, integratingIndustrial Vision Inspection SystemA high-tech enterprise integrating R&D and production, enterprise-level cloud vision services, and smart manufacturing data platform services, dedicated to intelligent solutions for computer vision systems.Since the official operation in early 2018, providing includingOptical Imaging System Design, Customized Vision Algorithms, Customized Development of Vision Equipment, Integration of Vision and Production DataAnd other visual holistic solutions.
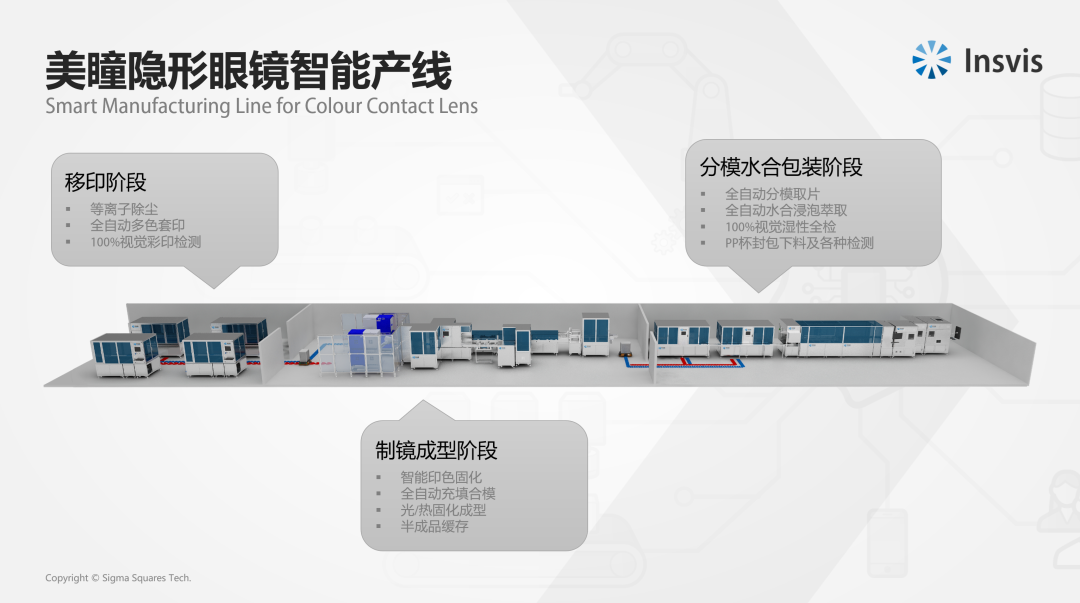
Current CompanyProducts and services are mainly applied in the high-end medical device and pharmaceutical industries., and can also extend to industries such as semiconductors, 3C, and new energy. It is worth mentioning that,Sigma SquaresContact Lens FieldThe competitive advantage is more prominent, being an important supplier of intelligent production lines for the upstream domestic invisible lens industry.。
As of now,Corporate cooperative clients includeWorld's leading contact lens manufacturers, several world-renowned contact lens OEM factories in mainland China and Taiwan, multiple well-known optical lens producers, the world's top garment manufacturing enterprises, as well as Taiji Group, Kelun Pharmaceutical, Huawei, Lenovo, etc.

Cai Zhonglun introduced that after using the wet full inspection equipmentEach production line can replace 8-12 inspectors., which can reduce labor, training, and management costs for manufacturers. The inspection efficiency will increase from the original 900 pieces per hour to over 3,000 pieces per hour, and more advanced equipment can reach over 6,000 pieces per hour.Production efficiency increased more than 4 times。
Artificial replacement is only one of the advantages of using intelligent devices; the greater benefit lies in the standardization of equipment testing.More uniform and repeatable than manual detection,Can also achieve automatic detectionAvoid manual contact with the product, which ensures the improvement of hygiene standards, reduction of return rates, and enhancement of customer satisfaction for the products.
At the same time, the detection results include defect classification, providing timely feedback on process capability.Reduce raw material waste by 3-5%, saving 1.5 million yuan per production line. Achieve a yield rate 1-2% higher than existing vision systems on the market, increasing revenue by approximately 5 million yuan per production line.。
In addition, production enterprises can also use cloud-based vision services, compared to standalone systems,The management cost of algorithm upgrades has been significantly reduced.Enterprise-level client software has significantly improved the efficiency of data statistical analysis across all departments.
Cai Zhonglun said:"We believe that only by deploying a sufficient number of hardware terminals can we collect enough data, thereby maximizing the potential of software and data. For instance, using visualization technology to present overall industry data to customers, and then utilizing data analysis methods such as artificial intelligence,Provide enterprises with instructive early warnings or feedback, helpThey improved the process, increased production capacity, and achieved more efficient plant operation."This also aligns with our initial vision of forming centralized data collection and feedback in the cloud, and we have been practicing this process all along."

The flagship products in this business field include 360-degree all-around visual inspection equipment for tablets, capsules, and soft capsules, as well as packaging inspection equipment for various blister packs, medicine bottles, etc., serving various enterprises in pharmaceutical production and manufacturing. The company currently collaborates with Sinopharm Group, CR Pharmaceutical, CSPC, Weigao Group, Yangtze River Pharmaceutical Group, Novartis, Daiichi Sankyo, and others.Leading pharmaceutical companies at home and abroad have established long-term cooperation, with products and services receiving positive market feedback.。
Starting from the demand side of intelligent manufacturing inspection, the company has also developed a series of industrial vision products and technologies with high technical barriers, such asSirius Software Suite (Enterprise-level Cloud Vision Software Suite),Tipvis Product Series (High-Performance Touch Detection Platform)The products and services are not only involved in the high-end medical device and pharmaceutical industries but also extended to the semiconductor, 3C, and new energy industries.
# Machine Vision Market Prospects
In recent years, machine vision technology hasImage Recognition, Processing Speed, and Detection AccuracySignificant progress has been made in various aspects. Deep learning algorithms have enhanced the ability to detect and recognize targets in complex scenarios, and 3D vision technology has broadened application scenarios. Machine vision technology is accelerating its integration with other cutting-edge technologies such as artificial intelligence, big data, and the Internet of Things. This integration enables machine vision systems to...Make Smarter Decisions, through big data analysisExtract valuable information, andAchieve remote monitoring and management, thereby improving production efficiency and flexibility.
At the same time, the machine vision system is easier to operate and its maintainability has improved.Reduced enterprise costs and downtime, providing support for the automation and intelligent upgrading of various industries. Currently, global manufacturing is accelerating its development towards intelligence and automation.Machine vision, as one of the key technologies for achieving intelligent manufacturing, has a continuously growing market demand.。
According to predictions by market research institutions, in the coming years, the global machine vision market size will maintain a double-digit growth rate.The Global Machine Vision Industry Market Size Reached Nearly 130 Billion US Dollars in 2023, and it is expected to have a compound annual growth rate of around 20% from 2024 to 2029.By 2029, the global machine vision market size is expected to approach 400 billion US dollars.。
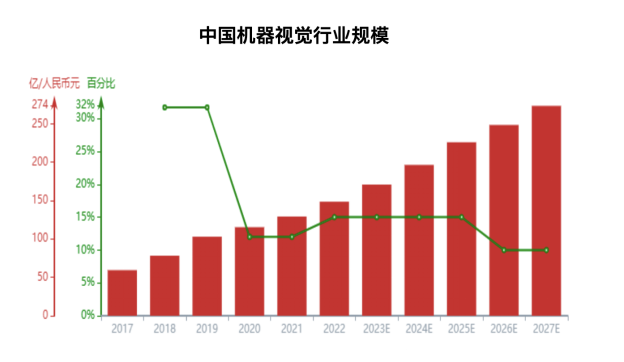
In China, with the deepening advancement of the "Made in China 2025" strategy, the demand for industrial automation and intelligent manufacturing is growing rapidly, providing a vast market space for the machine vision industry. From 2017 to 2022, the scale of China's machine vision marketIncreased from 5.939 billion yuan to 14.858 billion yuan, with a compound annual growth rate of 20.48%.It is expected that by 2027, the market size will reach 27.343 billion yuan, showing a significant growth trend.。
The machine vision industry chain includes three levels: the basic layer (underlying components/parts), the technology layer (software/system integration), and the application layer (industry applications). Looking at the development of the machine vision industry’s industrial chain both in China and abroad, international leading enterprises still hold a dominant position. Those who started earlier have taken the lead.Cognex Corporation (USA), Basler AG (Germany), Keyence Corporation (Japan)These three companies have all made strategic deployments across the entire industrial chain and are leaders in this field.The combined market share exceeds 60%, showing a trend of large-scale development.。
In the medical industry, machine vision achieves high efficiency and precision that the human eye cannot reach through the automatic detection, classification, and recognition of medical images., providing doctors with important clinical decision support.This makes its role and value in the medical field increasingly prominent, and willCompletely transform the traditional medical model and promote the realization of personalized precision diagnosis and treatment plans., improve the efficiency and quality of diagnosis and treatment, release medical resources, and empower the automation, continuity, and intelligence of medical services.
Moreover, the state highly values the application and development of machine vision technology in the medical field.Introduce multiple policies to support and guide, which makes the application prospect of machine vision in the medical market broader and clearer.With the continuous advancement of technology and the constant reduction in cost,The cost-performance ratio of machine vision systems will further improve., attracting more companies to adopt, thereby driving the continuous expansion of the market scale.


Carl Zeiss AG|Alcon| Johnson & Johnson Vision J&J Vision | Bausch + LombBaushe & Lomb | EssilorEssilor | TopconTopcon | Nidek Nidek | CooperC Groupompanies
# Chinese Ophthalmic Instruments and Consumables Companies
# Chinese Ophthalmology Medical Service Company
# Overseas Ophthalmology Startups
AEYE Health | Samsara Vision | AcuSurgical | Balance Ophthalmics | CorneaGen | ThermOcular AI